Содержание
пластиковое ведро, таз, полипропиленовую трубу
Одной из проблем, с которыми сталкиваются дачники, это невозможность быстро добраться до магазина в случае необходимости. К примеру, упала и лопнула лейка, а половина грядок осталась сухой, или ведро, в котором носили воду, дало течь. Именно о том, как решить подобные вопросы быстро и без затрат, расскажет сегодня Маннанов Альберт Олегович из города Усолье Сибирское Иркутской области. Его статья поможет домашним мастерам справиться не только с поломанными вёдрами и тазами, но и с другими протечками.
Это лето 2019 года для меня изначально не задалось. Приехав после холодов на дачный участок, я обнаружил выбитые стёкла в домике. Брать внутри было нечего, почти всё я увожу на зиму в гараж или в квартиру, а железный ящик с инструментом вскрыть им не удалось, как и унести (он намертво приварен). Видимо это воров и разозлило. Восстановив окна, я принялся за привычную работу по саду. Однако, едва пришло время полива, снова проблема – пластиковое ведро (единственное оставшееся) оказалось треснутым. Ехать за новым у меня не было ни средств, ни настроения, а потому было решено попробовать запаять старое. И сейчас я расскажу, что из этого вышло.
Ехать за новым у меня не было ни средств, ни настроения, а потому было решено попробовать запаять старое. И сейчас я расскажу, что из этого вышло.
Очищаем поверхность вокруг трещины, удаляя всю грязь
Содержание статьи
Обработка площади вокруг трещины в днище ведра
Перед тем, как приступить к пайке пластика требуется тщательно очистить поверхность и обезжирить её, чем я и занялся. Ведро было довольно старым, к тому же, раньше в нём была какая-то шпатлёвка, которую перемешивали миксером, в результате чего на поверхности образовались царапины. Забившаяся в них грязь никак не хотела отмываться, поэтому пришлось поработать ещё и наждачной бумагой. При этом поверхность нужно было очистить и обезжирить с обеих сторон, ведь пайка только наружной или лишь внутренней части ничего не даст. При первом же наполнении водой, ведро лопнет, деформировавшись намного сильнее, нежели было до начала ремонта.
Приступаем к работе: какие инструменты и материалы понадобятся для пайки
Для того, чтобы отремонтировать ведро, помимо наждачной бумаги и растворителя, понадобится паяльник и полоска пластика. Лучше всего, если это будет именно такой материал, из которого изготовлена сломанная ёмкость. В крайнем случае, можно попробовать использовать обычную пластиковую бутылку или полиэтиленовый хомут.
Лучше всего, если это будет именно такой материал, из которого изготовлена сломанная ёмкость. В крайнем случае, можно попробовать использовать обычную пластиковую бутылку или полиэтиленовый хомут.
Проблема инородного пластика заключается в том, что он может иметь слабую адгезию с ремонтируемым предметом. Честно говоря, об этом я узнал уже позже. Мне просто повезло. Я использовал полосу, отрезанную от пластиковой бутылки и никаких проблем с «совместимостью» не заметил. Но, узнав о подобной проблеме, стал наливать меньше воды в ведро во избежание новых протечек.
Вот такая пластиковая полоска помогла мне в ремонте ведра
Процесс пайки и его нюансы
Первым делом необходимо пропаять внутреннюю часть ведра, иначе, при ремонте внешней стороны, трещина будет прогибаться внутрь, что не позволит сторонам разлома склеиться. На моих фотопримерах пайки нет процесса работы с внутренней стороной. Причина в том, что на них попросту ничего не видно. При работе обе руки находятся внутри ведра, и ничего сфотографировать невозможно. Поэтому придётся поверить на слово: пайка внутри и снаружи ничем не отличается.
Поэтому придётся поверить на слово: пайка внутри и снаружи ничем не отличается.
Для начала, паяльнику нужно дать разогреться максимально сильно. Маломощные приборы можно сразу убрать в сторону, толку от них не будет. Раскалённым жалом, с небольшим надавливанием, начинаем как бы «зашивать» разлом, двигая влево-вправо. Слишком усердствовать тоже не стоит, при избыточном давлении жало паяльника просто провалится внутрь, после чего ремонт пластикового ведра будет значительно осложнён.
Начинаем аккуратно прогревать разлом, спаивая части ведра
Дополнительное усиление шва по трещине в дне ведра
После того, как шов предварительно пропаян, его нужно усилить. Для этого я использовал полоску, отрезанную от пластиковой бутылки. Мне повезло, при прогреве пластик спаялся достаточно плотно.
При производстве этой работы нужно следить за тем, чтобы плавилась не только полоска пластика от бутылки, но и основа. Если упустить этот момент, то заплатка после остывания будет отслаиваться, а значит, ни о каком усилении шва речи уже идти не будет. При прогреве основы также не следует слишком усердствовать, чтобы не прожечь в днище ведра дыру. Запаять её вполне возможно, однако времени такая работа займёт значительно больше. В целом же, на ремонт своего пластикового ведра, я потратил немногим более получаса, включая чистку и обезжиривание поверхности. Думаю, что если придётся в следующий раз ремонтировать подобную утварь, времени понадобится ещё меньше.
При прогреве основы также не следует слишком усердствовать, чтобы не прожечь в днище ведра дыру. Запаять её вполне возможно, однако времени такая работа займёт значительно больше. В целом же, на ремонт своего пластикового ведра, я потратил немногим более получаса, включая чистку и обезжиривание поверхности. Думаю, что если придётся в следующий раз ремонтировать подобную утварь, времени понадобится ещё меньше.
Усиливаем шов, наплавляя поверх него ещё один слой пластика
Что получилось после производства ремонта ведра
Когда все работы были завершены, я налил воды около половины объёма и оставил ведро на полчаса. Это требовалось для того, чтобы проверить, не протекает ли получившийся шов. Но подобная процедура, по сути, была необязательна. Ведь я не собирался пользоваться им для хранения воды. Ведро у меня на даче служило для полива, а значит, даже при наличии небольшой течи, оставалось вполне функциональным.
В моём случае, разлом в днище ведра был скромным, поэтому ремонт не затянулся. Но бывает, что на больших ёмкостях появляются крупные трещины. Здесь уже придётся паять немного по-другому. В подобных ситуациях потребуется сначала прихватить отломившиеся части, после зашить разлом медной проволокой, а уже третьим шагом наложить слой пластика, который предотвратит протечки.
Но бывает, что на больших ёмкостях появляются крупные трещины. Здесь уже придётся паять немного по-другому. В подобных ситуациях потребуется сначала прихватить отломившиеся части, после зашить разлом медной проволокой, а уже третьим шагом наложить слой пластика, который предотвратит протечки.
К слову, такой метод подойдёт даже для ремонта резервуара стиральной машинки-автомат. Подобная пайка, при обращении к специалистам, потребует больших финансовых вложений. Самостоятельный же ремонт довольно прост и займёт немного времени.
Днище ведра запаяно и ёмкость снова готова к эксплуатации
Что ещё можно починить при помощи паяльника
Мало кто задумывается, но при помощи паяльника можно починить даже пробитые полипропиленовые трубы водопровода. Однако здесь стоит отнестись с особым вниманием к выбору «донора». Неподходящий пластик приведёт к повторной протечке, ведь давление в системе водоснабжения значительное. Стоит разобраться, каким образом производится пайка полипропиленовых труб и все ли из них можно ремонтировать.
Если говорить о соединениях, которые начинают протекать по причине некомпетентности мастера, который их собирал, то их отремонтировать достаточно просто. Другой вопрос – долговечность такой трубы. Нужно понимать, что как бы качественно не была отремонтирована сама труба или спайка соединения, это всего лишь временная мера, дающая отсрочку капитального ремонта. Утверждение «нет ничего более постоянного, чем временное» здесь не работает. Но и этого порой бывает вполне достаточно, а значит, не стоит обходить вниманием подобную проблему, как и пути её решения. Попробуем разобраться, что делать, если в полипропиленовой трубе образовалась течь. Конечно, это очень редкий случай, но такое развитие событий вполне возможно.
Труба, которую мы будем ремонтировать. На заднем плане «донор»
Заведомо продуманная порча магистрали водопровода
Для того чтобы показать на примере, как можно отремонтировать водопроводную полипропиленовую трубу, изначально я решил испортить её. Конечно, пробивать действующую водопроводную магистраль я не стал, а вот испортить ненужный отрезок, а после отремонтировать его было очень неплохой мыслью. Поэтому специально, чтобы на примере было проще разобраться, я прожёг паяльником приличную дыру в полипропиленовой трубе. Именно на этом отверстии я и покажу, каким образом можно устранить течь без замены повреждённого участка и привлечения специалистов, услуги которых, скажем прямо, дешёвыми не назовёшь.
Поэтому специально, чтобы на примере было проще разобраться, я прожёг паяльником приличную дыру в полипропиленовой трубе. Именно на этом отверстии я и покажу, каким образом можно устранить течь без замены повреждённого участка и привлечения специалистов, услуги которых, скажем прямо, дешёвыми не назовёшь.
Прожиг отверстия в полипропиленовой трубе паяльником. Теперь можно приступать к имитации ремонта
Ремонт прожжённой трубы при помощи паяльника
Для того, чтобы запаять такое отверстие, требуется аналогичный полипропилен. При этом обычная пайка приемлема только для ремонта труб в частном доме, где давление воды, нагнетаемое насосом из скважины, не слишком высоко. Если же устранение течи производится в многоквартирном доме, где оборудовано централизованное водоснабжение, лучше предварительно впаять в магистраль сетку или кусочки проволоки, армировав отверстие, и только после этого приступать к пайке.
Для того, чтобы заплавить брешь, нужно отделять от трубы-«донора» полипропилен небольшими кусочками, накладывая их на отверстие. При этом, не стоит забывать и о прогреве ремонтируемой трубы, чтобы адгезия была максимальной. Именно поэтому наплавляемые кусочки должны быть маленькими.
При этом, не стоит забывать и о прогреве ремонтируемой трубы, чтобы адгезия была максимальной. Именно поэтому наплавляемые кусочки должны быть маленькими.
Аккуратно отделяем небольшие кусочки полипропилена от «донора» паяльником
Постепенно отверстие закрывается. Здесь необходимо немного проталкивать расплавленный полипропилен внутрь трубы, не кидаясь при этом в крайность. Если переусердствовать, то можно полностью заполнить пространство внутри ремонтируемой магистрали, вплоть до полной непроходимости воды. Думаю, что не нужно никому объяснять, к чему это приведёт.
Аккуратно, шаг за шагом заплавляем отверстие, немного продавливая расплавленный полипропилен внутрь
Труба после ремонта: особенности эксплуатации
После того, как полипропиленовая труба будет отремонтирована, следует обращать внимание на некоторые особенности её эксплуатации. Ни в коем случае нельзя допускать механических воздействий на место пайки. За самим отремонтированным пробоем нужно постоянно следить, не начнёт ли он мокнуть. Это не всегда можно заметить невооружённым взглядом, однако определить место даже самой минимальной протечки поможет обычная туалетная бумага, прислонённая к трубе. На ней моментально станут видны пятна влаги.
Это не всегда можно заметить невооружённым взглядом, однако определить место даже самой минимальной протечки поможет обычная туалетная бумага, прислонённая к трубе. На ней моментально станут видны пятна влаги.
Хочу напомнить, что подобная мера является лишь временной. При первом удобном случае необходимо поменять повреждённый участок трубы. Такую работу можно выполнить самостоятельно, если есть возможность взять на «прокат» у знакомых утюжок, которым и производится пайка. Алгоритм производства работ, кстати, я видел на страницах этого журнала. При этом, описано всё было достаточно грамотно, насколько мне показалось. По крайней мере, я выполнял пайку в своей квартире, руководствуясь именно этой инструкцией.
Вот так будет выглядеть отремонтированная труба после пайки
Подводим итог
Часто подобный ремонт на скорую руку остаётся единственной возможностью закончить начатую работу в саду или обеспечить нормальную подачу воды в кран. Но следует помнить, что такая пайка не является панацеей, она может существовать только как временная мера. И насколько бы качественно она ни была выполнена, по прочности отремонтированный участок никогда не сможет сравниться с тем, что было до повреждения. Нельзя забывать и о том, что ремонтное место требует от владельца постоянного повышенного контроля.
И насколько бы качественно она ни была выполнена, по прочности отремонтированный участок никогда не сможет сравниться с тем, что было до повреждения. Нельзя забывать и о том, что ремонтное место требует от владельца постоянного повышенного контроля.
Я буду рад, если всё, о чём сегодня было написано, пригодится дачникам и другим любителям делать всё своими руками. Любые вопросы по теме можно задать в обсуждениях ниже. Я постараюсь максимально подробно пролить на них свет.
Интересно было бы узнать, доверяете ли вы подобному ремонту или лучше сразу менять испорченные пластиковые изделия на новые. Прошу оставить свой отзыв. Для меня очень важно мнения со стороны. Если вам понравилась моя статья, то не забудьте её оценить.
Редакция Homius приглашает домашних мастеров и умельцев стать соавторами рубрики «Истории». Полезные рассказы от первого лица будут опубликованы на страницах нашего онлайн-журнала.
ФОТО: Альберт Маннанов
Предыдущая
ИСТОРИИПросто и практично: складной походный стул своими руками
Следующая
ИСТОРИИНе выкидывайте аккумулятор от ноутбука: полезные идеи от читателя Homius
Понравилась статья? Сохраните, чтобы не потерять!
ТОЖЕ ИНТЕРЕСНО:
ВОЗМОЖНО ВАМ ТАКЖЕ БУДЕТ ИНТЕРЕСНО:
Пайка пластикового бампера своими руками
Поговорим немного о ремонте пластмассовых деталях автомобиля. Их ремонт немного отличается от металлических поверхностей и имеет свои нюансы, которые следует знать, дабы облегчить себе работу в будущем.
Их ремонт немного отличается от металлических поверхностей и имеет свои нюансы, которые следует знать, дабы облегчить себе работу в будущем.
Наверное самая ремонтируемая деталь на авто это передний бампер, так как он находиться спереди автомобиля и постоянно случаются какие-то происшествия с ним. Вследствие чего ремонт и пайка пластиковых бамперов очень востребован и овладеть этим ремеслом будет очень полезно.
Сразу скажу, что мы будем разговаривать о профессиональной сварке пластика. Так как этот метод считается самым лучшим, надёжным и качественным ремонтом. Если Вам предлагают ремонт при помощи сеточек, склёпок, стекловолокном и т.д. это всё «Ерунда» этим занимаются перекупы и «недомастера». Пластик эластичный он «играет» и всё это начинает лопаться и отваливаться! Проверенно на собственном многолетнем опыте
Сварка пластмассы
Важно!
При механической обработке пластмассы имейте в виду, что частицы пластика, также опасны для глаз, как и металлические.
Процесс сварки пластика позволяет отремонтировать любые пластмассовые детали. Будь то бампер, молдинги автомобиля или детали салона. Для пайки разработаны технологические процессы и выпускается специальное оборудование.
Перед началом работы первое что нужно сделать это определить тип пластика, который Вы намерены варить. На некоторых деталях обратной стороны есть расшифровка с кодом. Этот код соответствует законодательству об утилизации и он также позволяет определить тип пластмассы.
Далее приведены основные типы пластика:
- ABS — Акрилонитриловый бутадиеновый стирол.
- ASB/PC — Полимерный сплав вышеуказанного.
- PA — Полиамид (Нейлон).
- PBT — Полибутилен терефтолат.
- PC — Поликарбонат.
- PE — Полиэтилен.
- PP — Полипропилен.
- PVC — Поливинилхлорид.
- GRP/SMC — Стеклопластик (не вариться)
- PUR — Полиуретан (не все полиуретаны можно сваривать).

- PP/EPDM — Полипропилен/Этилендиеновый каучук.

Самые распространенные из них, которые используются на автомобилях сейчас, это пластики ABS, PP, PA, PE. Самый простой в пайке это PP — Полипропилен. Тяжело паяется PA — Полиамид, требует высокой температуры при работе. Практически не паяется PE — Полиэтилен, как с ним работать расскажу как-нибудь в другой раз.
Процесс пайки пластмасс несложен, особенно для того, кто имеет опыт газовой сварки. Но в нём есть особенности, о которых надо знать.
Важно заметить, что пластмассы делятся на пару групп: термореактивные и термопластичные. К первой группе относятся стеклопластики (и некоторые другие) — они не свариваются, потому что термореактивные пластмассы не размягчаются при нагревании. К счастью, большинство пластмасс, применяемых в автомобилях, относятся к группе термопластов. Если Вам надо отремонтировать деталь из стеклопластика, это уже другой вид работы, поговорим об этом позже.
Необходимый инструмент для пайки (сварки) пластика.
Для работы нам потребуется:
- Специальный фен для пайки и насадки к нему.
- Припой для пластика.
- Обычный паяльник с острым наконечником, желательно по мощнее.
- Шлифовальная машинка, с абразивными кругами.
Если Вы не можете найти прутков для пайки, их можно вырезать самому из схожего по составу старого не нужного пластика, бамперов и т.д.
Если же Вы приобретаете готовый припой, то каждая упаковка сварочных прутков имеет маркировку в соответствии с указанным выше кодом пластмассы. Таким образом, если Вам известна пластмасса, из которой изготовлена деталь, подлежащая ремонту, смело берите пруток с нужной маркировкой.
Если Вы не знаете тип своей пластмассы, выберите похожий по внешнему виду пруток и попробуйте его приварить на обратной стороне детали. Эксперимент может закончиться успешно или неуспешно!
Если сварка детали никак не удается (бывает и такое), то единственный возможный в этой ситуации вариант — химический способ восстановления. Об этом расскажу в другой статье.
Об этом расскажу в другой статье.
Как спаять трещину на бампере (пример).
И так, приступим к ремонту пластикового бампера. Первое что необходимо сделать, это зачистить шлифовальной машинкой, до голого пластика место ремонта. Я использую Эксцентриковую шлиф машину. Далее удалить загрязнения, обезжирить растворителем. Затем паяльником разделать трещину по всей длине в виде V — образной канавки. Это нужно чтобы туда лёг припой, для качественной спайки.
Далее включаем фен выставляем нужную температуру. Температура для сварки бампера где-то от 300 до 600 градусов, в зависимости от типа пластика. Начинайте от начала трещины. Держите фен по углом и на расстоянии 0.5 — 1 см. от детали и припоя и ведите равномерно до края трещины, наблюдая за тем как ложиться припой. Не прислоняйте насадку фена слишком близко, так как можно легко продырявить деталь насквозь.
Важно!
Обязательно пропаивайте шов с обеих сторон. Причём сначала изнутри затем с лицевой стороны.
Причём сначала изнутри затем с лицевой стороны.
Дайте шву остыть. Можно приступать к его обработке. Сравняйте выступающий слой припоя машинкой. Далее все действия выполняются в обычном порядке. Шпаклюется (если требуется), грунтуется, и краситься.
Ремонт пластика топливных систем.
Ремонт пластика топливных систем.
Речь пойдет не только о топливных насосах, а о пластике топливных систем, точнее, о его ремонте. В основном в топливных системах используют пластик под маркировкой >POM< (Полиформальдегид), реже >PA66<. POMсреди всех пластиков отличается высокой прочностью и устойчивостью к деформации при температуре выше 100 градусов. При этом он, как и большинство пластмасс, весьма хрупкий при низких температурах.
Именно при низких температурах и начинаются проблемы.
 При попытке освободить быстросъемное соединение в мороз очень часто ломаются штуцера на корпусах топливных насосов или топливных фильтров, причем эти узлы обычно очень дорогие. Поэтому если вы решили отсоединить шланги от насоса в холодное время года, стоит не полениться и подогреть соединение феном. Правда, я думаю, если вы читаете эту статью, то давать советы подобного плана уже поздно.
При попытке освободить быстросъемное соединение в мороз очень часто ломаются штуцера на корпусах топливных насосов или топливных фильтров, причем эти узлы обычно очень дорогие. Поэтому если вы решили отсоединить шланги от насоса в холодное время года, стоит не полениться и подогреть соединение феном. Правда, я думаю, если вы читаете эту статью, то давать советы подобного плана уже поздно.
Теперь собственно о ремонте. Сразу скажу, что надежно склеить получится вряд ли, рано или поздно клей отвалится или начнет пропускать. Ниже на видео будет видна попытка склеивания. В штуцер была вставлена металлическая трубка, трещина залита каким то «суперклеем», поверх вся конструкция для надежности замазана двухкомпонентным клеем. По словам хозяина авто, потекло где-то спустя пол дня.
Любой клей с POMа снимается очень легко, нужно просто подогреть феном. Далее паяльником делаем канавку по всей длине трещины, канавка должна немного заходить за края трещины. Режем прутки с донора, при этом, перед тем как резать пластмассу нужно обязательно подогреть феном, иначе она будет лопаться и крошиться.
 Впаиваем пруток в канавку и ровняем края паяльником. Отличить POMот другого пластика очень легко. Если дотронутся горячим паяльником, появится едкий дым с очень резким запахом, похожим на запах «суперклея».
Впаиваем пруток в канавку и ровняем края паяльником. Отличить POMот другого пластика очень легко. Если дотронутся горячим паяльником, появится едкий дым с очень резким запахом, похожим на запах «суперклея».
Ремонт пластиковых деталей
Ремонт пластиковых деталей
На главную В мастерскую
Ремонт пластмассовых деталей
В современном автомобиле множество запчастей изготовленных из
пластмассы. Само собой что по ряду причин иногда они ломаются. Самое досадное
в данной ситуации то что наряду с высокой ценой их довольно проблематично купить,
даже под заказ. Может конечно повезти и нужная запчасть найдется на авторазборке,
но чтобы не зависеть от случая будет не лишним освоить их ремонт в «домашних
условиях».
Прежде чем начать разговор о собственно ремонте, давайте определимся с некоторыми терминами и понятиями принятыми в данной сфере деятельности.
Полимеры (от греч. polys — многочисленный, обширный и meros — доля, часть) — вещества, молекулы которых состоят из большого числа повторяющихся звеньев.
Пластические массы (пластмассы, пластики) — материалы, представляющие собой композицию, связующую основу которой составляет полимер. Они могут содержать наполнители, пластификаторы, стабилизаторы, пигменты и др. В зависимости от характера превращений, происходящих в полимере при формовании изделий, они подразделяются на термопласты и реактопласты. Для производства пластиковых бамперов используются оба вида пластмассы.
Термопласты (термопластичные пластмассы) — материалы, сохраняющие способность многократно плавиться при нагревании. Поэтому детали, изготовленные из термопласта, поддаются сварке.
Реактопласты (термореактивные пластмассы) — материалы, в которых при формовании изделия происходят необратимые химические реакции, приводящие к потере способности плавиться при нагревании. Они стойки к растворителям или незначительно набухают под их воздействием. Детали из этого вида пластмасс НЕ поддаются сварке.
Они стойки к растворителям или незначительно набухают под их воздействием. Детали из этого вида пластмасс НЕ поддаются сварке.
Адгезия (от лат. adhaesio — прилипание) — способность одного материала удерживаться на другом при различных механических и климатических воздействиях. Например: лакокрасочного покрытия на стали, клея на пластмассе и т.д.
Виды повреждений, которые могут получить пластиковые детали:
Царапины — несквозные дефекты поверхности в виде борозд. Бывают поверхностные — нарушающие только лакокрасочное покрытие (ЛКП), и глубокие, из-за значительной глубины которых при дальнейшей эксплуатации возможно образование трещин.
Вмятины — изменение формы поверхности (деформация) из-за местного растяжения пластмассы.
Трещины — узкие сквозные повреждения различной длины и конфигурации. Они не только снижают прочность и жесткость конструкции, но и увеличивают свою длину («растут») под действием вибрации.
Проломы — сквозное разрушение, при котором происходит отламывание фрагментов и образуется отверстие.
Определение типа полимера
Первым делом необходимо определится к какому типу пластмасс
принадлежит материал, из которого изготовлена наша деталь. Полимер обозначают
с помощью буквенного кода на внутренней стороне детали (в большинстве случаев).
Как наиболее часто встречающиеся можно выделить следующие типы:
ABS — Акрилонитриловый бутадиен стирол (очень часто из этого материала сделан обвес мотоциклов и мопедов)
PA — Полиамид
PC — Поликарбонат
PE — Полиэтилен
PP — Полипропилен
PP/EPDM — Полипропиленовая/ этилен-пропиленовая резина
PС/PВТ — Поликарбонат/терефталат полибутилена
PBT/PC — Терефталат полибутилена/ поликарбонат
PUR — Полиуретан
GF — Усиленный стекловолокном
При отсутствии маркировки тип пластмассы можно определить косвенно. Для этого используют отломившийся кусок или отделяют его в малозаметном месте. Дальше плавим- поджигаем — смотрим и вдыхаем «аромат»:
Для этого используют отломившийся кусок или отделяют его в малозаметном месте. Дальше плавим- поджигаем — смотрим и вдыхаем «аромат»:
ABS — Хрупкий, при попытке согнуть изгиб белеет. Переход из твердой фазы в жидкую происходит очень быстро. Очень текучий. При перегреве пузырится. Сильно коптит. Пламя со вспышками, оранжевым пламенем. Запах, как каучук. Не гасит себя. Легко растворяется в ацетоне.
PA — При попытке согнуть изгиб белеет. Плавится тяжело, вязкий. Горит плохо.
Пламя с желтым цветом, синим в основании и вспышки пламени. Тает и пенится. Резкий запах, как муравьиная кислота. Гасит себя. Не растворяется.
PC —
Пламя со вспышками, желтым огнём и пылающим пеплом. Запах карамели. Частично гасит себя.
PE —
Пламя с ясным пламенем, синим в основании, желтой вершиной, капли во время горения и запах, как стеарин. Не гасит себя.
PP — Гибкий и прочный на разрыв. Размягчается по мере нагрева. Горит почти без копоти.
Размягчается по мере нагрева. Горит почти без копоти.
Пламя с ясным пламенем, синим в основанием, желтой вершиной, капли во время горения. Запахи, как нефть или воск. Не гасит себя. Не растворяется.
В принципе, через некоторое время, необходимость в поджигательстве пропадает
— с опытом вы научитесь уже по внешнему виду определять большинство типов пластмасс,
а также стоит или нет затевать ремонт 🙂
Выбор вида ремонта.
От характера повреждения детали и ее материала зависит способ
ремонта. Если царапины неглубокие и нарушают только лакокрасочное покрытие (ЛКП),
ремонт сводится к восстановлению внешнего вида. Глубокие царапины зашпаклевывают
перед покраской. В тех случаях когда из-за значительной глубины повреждения
при дальнейшей эксплуатации возможно образование трещин, дефект подвергают сварке
или склеиванию.
Ремонт нагревом
Используется для устранения вмятин на термопласте. После постепенного прогрева
После постепенного прогрева
деформированной поверхности(желательно чтобы температура не превышала 200 градусов),
прикладывается механическое усилие до восстановления первоначальной формы изделия.
Не рекомендуется откладывать ремонт, особенно в теплое время, так как пластмассе
будет сложнее придать первоначальную форму.
Склеивание
Это процесс создания неразъемного соединения за счет адгезии клеящего состава (клеевой композиции) к соединяемым деталям.
Ремонт склеиванием не менее распространен, чем сварка, и является единственно возможным способом ремонта изделий из термореактивных пластмасс. Использование современных клеевых композиций позволяет ремонтировать как термопласты, так и реактопласты.
Клеевые композиции (клеи) для ремонта пластмассовых деталей представляют в своем большинстве высокомолекулярные соединения, которые после затвердевания превращаются в полимерный материал.
Правильный выбор клея необходим для высокого качества ремонта. Это обеспечит лучшую адгезию клеевой композиции к данному типу пластика и одинаковые физические свойства материалов бампера и шва после его отвердения. Для проверки желательно производить контрольное склеивание. (более подробно данный вид ремонта рассмотрен в статье Ремонт пластикового бампера)
Это обеспечит лучшую адгезию клеевой композиции к данному типу пластика и одинаковые физические свойства материалов бампера и шва после его отвердения. Для проверки желательно производить контрольное склеивание. (более подробно данный вид ремонта рассмотрен в статье Ремонт пластикового бампера)
Сварка
Процесс получения неразъемного соединения фрагментов (осколков) поврежденного участка путем их местного сплавления. Сварка — более прочный способ ремонта, чем склеивание, поэтому она предпочтительнее для изделий из термопластов. Этот вид ремонта мы разберем более подробно.
Сварка пластмасс
Формально ничего сложного в сварке пластмассы нет. Нагрел до
нужной температуры, соединил, дал остыть. Однако важный момент — нагрев до нужной
температуры. Я бы выделил такие градации нагрева:
1. Нагрев до температуры пластичности — материалу можно придать определенную форму, изгиб в нужном направлении.
2. Нагрев до температуры плавления — можно сваривать поврежденные участки, добавлять недостающие вставки.
3. Нагрев до температуры разрушения — материал после этого остынет и внешне
вам даже будет казаться что процесс пайки увенчался успехом, однако шов будет
хрупким и будет содержать продукты разложения пластмассы — что естественно скажется
на его прочности.
Тип материала | Температура плавления, градусы | Температура разрушения пластика, градусы | Рекомендуемая температура сварки, градусы |
| ABS | 350 | 380-400 | 350-370 |
| PA | 400 | 450-470 | 400-440 |
| PC | 350 | 380-400 | 350-370 |
| PE(мягкий/твердый) | 270/300 | ||
| PP | 300 | 350-370 | 300-340 |
Обычно проблемы с перегревом случаются при сварке-пайке обычным
паяльником, поскольку невозможно строго выдержать нужную температуру, кроме
того немалую роль играет температура окружающей среды. Так надежно спаять деталь
Так надежно спаять деталь
из ABS паяльником у меня не получалось, но однажды осенью, когда похолодало,
спаял на ура. Мощность паяльника осталась неизменной, а часть тепла шла на «борьбу
с похолоданием». Вот и получилось что эффективная температура как раз в
пределах допуска температуры плавления. Хорошо паяется паяльником полиамид,
результат вполне надежный. Полипропилен пережигается, но результат тоже сносный.
ABS я бы не советовал ремонтировать используя паяльник.
А так вообще незаменимый инструмент. Только нужно чтобы был
достаточно мощный (я использую 100W), и с загнутым жалом, чтобы можно было разравнивать
расплавленный пластик. Не лишним будет и старый добрый выжигатель по дереву,
когда нужно сделать тонкую работу, без него не обойтись, да и температура там
регулируется. По большому счету мелкие и несложные дефекты можно устранить этими
инструментами, для более сложных и запущеных случаев понадобится специальный
инструмент — фен (термовоздуходувка). В магазинах много строительных фенов,
В магазинах много строительных фенов,
они нам не подойдут. Поскольку обычно у них только две температуры 350/550 и
нерегулируемая подача воздуха. Специальный фен имеет плавную регулировку температуры
и подачи воздуха, ну и цену на порядок больше чем у строительного фена. Профессиональные
термовоздуходувки (Leister, Steinel) не совсем напоминают фен, легкие и удобные
в использовании, единственный недостаток — высокая цена.
Я для себя решил эту проблему купив полупрофессиональный фен Steinel 2310LCD, с плавной регулировкой (шаг 10 градусов) от 50 до 650 градусов, и регулировкой потока воздуха.
Кроме фена понадобятся также насадки для сварки.
Редукционная насадка, насадка для быстрой сварки, шлицевая насадка
Сварка происходит так. Деталь зачищают по обе стороны от будущего сварного шва на ширину 15 мм. Концы трещин засверливают для предотвращения их роста, а кромкам придают V-образный профиль с углом 90° глубиной до 5 мм например специальной фрезой.
Концы трещин засверливают для предотвращения их роста, а кромкам придают V-образный профиль с углом 90° глубиной до 5 мм например специальной фрезой.
Подбирают присадочные прутки из пластика соответствующего состава — идентичного материалу детали. Желательно производить пробную сварку для проверки однородности (совместимости) материалов прутка и детали, а также для подбора температуры нагрева, скорости перемещения фена и усилия вдавливания. В течение 5-10 минут прогревают фен, чтобы температура горячего воздуха стабилизировалась. А вы пока складываете из обломков всю «картинку». Обломки проще всего закрепить в нужном положении при помощи специальных струбцин-прищепок. Чтобы облегчить начальную стадию сварки, нужно заострить конец прутка.
При сварке нужно наклонить пруток под углом 45° (или использовать насадку для быстрой сварки) и придавливать его в сторону шва с усилием. Поток горячего воздуха направлять больше в сторону прутка припоя.
Поток горячего воздуха направлять больше в сторону прутка припоя.
Термопласты не имеют явно выраженной точки плавления, а постепенно переходят из твердого состояния в вязкотекучее. Поэтому для получения сварного шва необходимо упереть пруток в зону плавления и после размягчения пластика вдавить в шов до требуемого сечения.
Для сохранения первоначальных свойств пластика нагрев при сварке должен быть кратковременным и производиться потоком воздуха строго определенной температуры.
Сварку проводят в два этапа. Сначала скрепляют края поврежденного участка с помощью предварительной (скрепляющей) сварки. Она позволяет зафиксировать взаимное положение соединяемых фрагментов и исправить их небольшую деформацию. Для облегчения операции используют струбцины. Скрепляющая сварка выполняется короткими швами (прихватками) по всей длине будущего соединения. После нее производят окончательную сварку. Получаемый шов должен незначительно возвышаться над свариваемой поверхностью и быть гладким.
В зависимости от характера повреждения и доступности места ремонта сварку производят с внутренней или лицевой стороны. При толщине стенки 5 мм и более — с двух сторон.
После того как место сварки остынет производим окончательную доводку и подготовку
под покраску — шлифуем (начинаем с наждачки 100-120, потом 180, доводка 320),
шпаклюем (специальной шпаклевкой для пластмассы). Дальше красим и пользуемся.
Как видите процесс не особо сложный, но позволяющий сэкономить и деньги и время.
Дополнительные материалы:
Сварка горячим воздухом
Сварка пластмассовых автодеталей (Leister)
Справочник по сварке и склеиванию пластмасс.
В статье использовались материалы с сайтов http://www.scs.clan.su и http://vitz.ru, а также материалы руководства по сварке пластмассовых автодеталей аппаратом горячего воздуха Leister Triac «S».
Используются технологии uCoz
Как паять пластмассу
Эпоксидные смолы применяются ремонтных работах с пластмассой, этот метод эффективен при работе с трещинами и сколами. С точки зрения специалистов лучше использовать другие методы. Пластмассовое изделие сваривают армированием, что считается хорошим способом обработки трещин. Далее вы узнаете как паять пластмассу.
С точки зрения специалистов лучше использовать другие методы. Пластмассовое изделие сваривают армированием, что считается хорошим способом обработки трещин. Далее вы узнаете как паять пластмассу.
Перед выполнением основных работ приготовьте подходящий армирующий материал, можно использовать не толстую сетку из бронзы, толщиной 0.1-0.2 мм. Сетка не должна потерять свою форму после деформации, но и слишком жесткая тоже не подойдет. Продаются и специальные комплекты для спаивания пластмассы. Бронзовый металл отлично прогревается, хорошо походит для спайки и не поддается коррозии.
В качестве металла также используется латунь и медь. Хорошенько промойте пластик от загрязнений и зачистите места спайки и дефектные места, чтобы пластиковая деталь стала чистой. Расстояние от края до сколов и трещин должно быть до 5 мм. Металлическую сетку нарезайте полосками шириной в 10 мм. Подключите паяльник к сети и оставьте нагреваться. Возьмите пластмассу, которую необходимо заделать положите на нее сетку, которая нарезана полосками, так, чтобы она полностью перекрыла скол или трещину. При помощи паяльника прижмите металл к пластмассе и пропаивайте качественный аккуратный шов.
При помощи паяльника прижмите металл к пластмассе и пропаивайте качественный аккуратный шов.
Спайка начинается с лицевой стороны, но если пластмасс тонкий, то лучше с обратной. Если во втором случае выступит небольшой бугор, то его по горячему сразу разгладьте паяльником. Толстая пластмасса хорошо пропаивается с обратней стороны. Ямки намного лучше заделать, нежели стесать бугорки. Углубления наполняются шпатлевкой, и получается ровная поверхность. После реставрации деталь превращается в первоначальную и идеальную с обеих сторон. Процедура спайки довольно быстрая, не займет много времени.
На случай использования клея и смолы проверьте металл на жирность, для этого нанесите каплю воды на изделие из пластика. Тест показывает следующее: если вода растеклась, то обрабатывать ничем не нужно. Не растекающаяся вода говорит о необходимости обработки анти жировым средством (растворителем). Проверенный клей «Plast spezial» не подведет, ни в каких случаях. Так как пластик относится к органическим материалам, он быстро нагревается и остывает, затвердевая при этом. Обязательно проветривайте помещение во время работы, так как испарения, которые попадают в воздух, вредны для организма и здоровья, в общем.
Обязательно проветривайте помещение во время работы, так как испарения, которые попадают в воздух, вредны для организма и здоровья, в общем.
Статьи по теме
насадки для сварочных фенов. Как паять своими руками термофеном? Принцип действия и сферы применения
Строительный фен (или термофен) является востребованным инструментом при осуществлении различных ремонтных работ. В круг его возможностей входят сушка, пайка, сваривание, нарезка и изгиб материала. Но потенциалы его применения значительно обширнее. Находчивый человек способен придумать массу возможностей применения данного инструмента, поскольку современный термофен для сварки пластика даёт возможность производить работы различной сложности за короткий промежуток времени. Даже недорогие образцы способны помочь произвести простой ремонт ПВХ труб в жилище, не говоря уже о специализированных строительных (технических, промышленных) устройствах, предназначенных для выполнения крупномасштабных работ.
Особенности
Процедура пайки строительным феном сопряжена с большой затратой энергоресурсов, потому как мощность нагревателя порою достигает 2,5 кВт. Это способствует высокой производительности – 300-400 л/мин. Поток разогретых воздушных масс оказывает воздействие на большую площадь, что порой неудобно при необходимости воздействия на определённую точку. В связи с этим сварку пластика посредством фена осуществляют с использованием насадок для быстрой пайки, которые дают возможность подать присадочный материал прямиком в область соединения.
Виды фенов и насадок
Ручные термофены для пайки полимеров бывают 2-х видов:
- бытовой;
- промышленный.
Конструкция у них одинаковая, различия лишь в возможностях и вспомогательных функциях.
Промышленные устройства имеют большую мощность и высокую температуру разогрева воздуха. Посредством их, к примеру, выполняют сборку крупных трубопроводов. Более того, подобные устройства практикуются в связке со специализированной паяльной установкой.
Посредством их, к примеру, выполняют сборку крупных трубопроводов. Более того, подобные устройства практикуются в связке со специализированной паяльной установкой.
В домашних условиях вы едва ли станете использовать подобное оснащение, к тому же оно очень дорогое.
Бытовые сварочные фены функционируют от простой розетки и разогревают воздух до 600° C. Таким образом, с их помощью можно сделать следующее:
- отремонтировать ПВХ трубы на дачном участке;
- восстановить лопнувший пластмассовый бампер на собственном автомобиле и т. д.
Бытовые приборы малогабаритные и лёгкие, не отнимают много пространства и довольно экономны в вопросе потребления электрической энергии.
При реализации фена он комплектуется разными насадками. Их другое наименование – сопла либо форсунки. Зачастую для работы комплекта не хватает, но приспособления можно докупить отдельно. Большой выбор увеличивает возможности применения термофена посредством изменения мощи и формы потока воздуха.
Их другое наименование – сопла либо форсунки. Зачастую для работы комплекта не хватает, но приспособления можно докупить отдельно. Большой выбор увеличивает возможности применения термофена посредством изменения мощи и формы потока воздуха.
Рассмотрим особенно используемые насадки:
- Круглая фокусирующая требуется для неконтактной пайки медных трубок. Присадочный материал (прутки, изготовленные из полиэтилена либо пропилена) для пластика дают возможность запаивать щели во всевозможных конструкциях, наклеивать мебельный шпон.
- Плоская – посредством её убирают старую шпатлёвку либо лакокрасочное покрытие, остатки облицовочных материалов.

- Рефлекторная прогревает пластиковые трубы перед их загибом.
- Шлицевая (щелевая) требуется для пайки изделий из поливинилхлорида.
- Режущая (резная) требуется для вырезки разнообразных фигур из пластмассы.

- Сварное зеркало практикуется при стыковом способе пайки полимеров.
- Сварная насадка предназначена для соединения сварных кабелей.
Насадка подбирается исходя из планируемой работы с термофеном.
Сопло для пайки пластмассы
Выполнить ремонт изделий из пластика значительно проще, нежели из металла. Для этого не требуется большая температура, использование трансформаторов. Достаточно задействовать промышленный термофен и верно подобрать вспомогательные компоненты.
Для этого не требуется большая температура, использование трансформаторов. Достаточно задействовать промышленный термофен и верно подобрать вспомогательные компоненты.
Для пайки предметов из пластика сгодится специализированное плоское V-образное сопло. Оно оснащается сварочным прутком, который является припоем. Структура прутка должна быть такой же, что и соединяемый материал.
Насадка – сварочный наконечник
Он состоит из 2 трубок, соединённых под углом. По одной трубке идёт разогретый воздушный поток в рабочую область, по другой – размягчённый сварочный пруток. Его структура полностью совпадает с материалом свариваемого предмета.
Сопло для фена
Сопло являет собой трубку с разным сечением, становящуюся к выходу уже. Благодаря этому возрастает скорость и давление выходящего разогретого воздушного потока.
Благодаря этому возрастает скорость и давление выходящего разогретого воздушного потока.
Можно практиковать для разогрева труб из поливинилхлорида перед загибом, наклеивания предохранительной и клеящей ленты либо шпона, сваривания деталей.
Насадка для оформления швов промеж полотен
Для пайки линолеума практикуют насадку, оснащённую держателем для ленты из полимерных материалов, посредством которой и осуществляется сварка.
Сферы применения
В настоящее время термофен с насадками практикуется как в домашних условиях, так и на больших предприятиях для решения различных задач. Один инструмент не в силах исполнять большинство функций, однако с комплектом насадок устройство становится многофункциональным и применяется:
Один инструмент не в силах исполнять большинство функций, однако с комплектом насадок устройство становится многофункциональным и применяется:
- для соединения и обработки швов;
- заделки трещин, деформаций, неровностей;
- спаивания предметов из плёнки на базе полимеров, пластика с иными материалами;
- работ по устройству кровель;
- монтажных, демонтажных, восстановительных работ в автомобильной сфере.
Помимо указанных выше мероприятий, термофен с насадками может выполнить массу иных работ, где практикуются мягкие полимерные материалы и необходимо термическое воздействие.
Как паять своими руками
Надо сказать, что термофеном для пайки пластика не так легко работать, как может выглядеть со стороны, поскольку у полимеров температура плавления различается. У поливинилхлорида она составляет 150-220° C, у полипропилена – 160° C.
Отступление в какую-либо из сторон повлечёт непровар стыкового соединения либо перегрев, что равным образом неудовлетворительно скажется на качестве окончательного результата.
Новичкам желательно попробовать спаять какой-нибудь черновой материал.
Для осуществления пайки термопластичного полимера понадобятся:
- сам термофен;
- ряд сопел к нему;
- сварочный пруток (лента).
От верно подобранного сопла на фен находится в зависимости надёжность выполненного соединения. Для пайки толстых предметов желательно применять насадку диаметром 5-8 миллиметров.
Имейте в виду, что не все термофены комплектуются нужным количеством сопел, поэтому потребуется их докупать.

Припой представляет собой специальные прутки полимера, которые при нагревании плавятся и заполняют собой пространство промеж соединяемых заготовок.
Наряду с этим края деталей также плавятся, что ведёт к спаиванию элементов в одно целое. Стык выходит крепким благодаря молекулярным связям припоя с пластмассовыми заготовками. Под любой тип пластика потребуется искать свой тип прутка.
Следует приготовить определённый вспомогательный инструментарий и материалы для пайки. Понадобится напильник либо наждачка, растворитель, ножик для обрезки лишнего припоя после его затвердевания.
Процесс пайки:
- Первым делом, как говорилось ранее, подбирают прутки пластика под материал спаиваемых деталей, дополнительно настраивается режим температуры пайки. Для этого требуется точно знать разновидность пластика. Обозначение, как правило, находится с оборотной стороны изделия.
- Выполняют зачистку сопрягаемых областей наждачкой либо напильником, а при необходимости используют растворитель.
- Затем в область пайки вставляют пруток. Вся область разогревается феном, принимая во внимание температуру плавления. Следует выдержать нужное время, чтобы припой и края деталей как следует прогрелись. При этом необходимо одинаково греть оба изделия.
- После того как пластик под воздействием термофена станет плавиться, пруток вдавливают в область соединения. При применении промышленных термофенов практикуется специализированная машинка, посредством которой осуществляется уплотнение расплавленного прутка промеж пластиковых деталей. Под давлением машинки совершается уплотнение. Это укрепляет стык.
- После завершения работ, как только пластик охладится и будет прочным, необходимо срезать весь лишний материал до поверхности сопрягаемых деталей. Для этой цели, как правило, применяется специализированный серпообразный нож.
 Для этого требуется точно знать разновидность пластика. Обозначение, как правило, находится с оборотной стороны изделия.
Для этого требуется точно знать разновидность пластика. Обозначение, как правило, находится с оборотной стороны изделия. Для этой цели, как правило, применяется специализированный серпообразный нож.
Для этой цели, как правило, применяется специализированный серпообразный нож.Если выполнить это трудно, в таком случае надо немножко разогреть место сопряжения тем же термофеном.
Только не перестарайтесь! Излишний нагрев пластика способен спровоцировать расслаивание.
Наглядный обзор пайки пластика термофеном на примере бака от стиральной машины представлен в следующем видео.
Сварка пластика феном — высокий показатель прочности
Сварка пластика с использованием фена
Сварочные работы в наше время применяются для соединения многих материалов, включая пластик. Соединение пластика, используя при этом ручной фен для сварки полимеров, достаточно надежно. Отличным показателем качества соединения служит прочный свариваемый участок, не уступающий по характеристикам цельному.
Соединение пластика, используя при этом ручной фен для сварки полимеров, достаточно надежно. Отличным показателем качества соединения служит прочный свариваемый участок, не уступающий по характеристикам цельному.
Однако методика применения фена, без которого сварка рассматриваемого состава практически невыполнима, требует навыки и опыт, поскольку применяется также для соединения других составов, включая даже пленку полиэтилена. В связи с этим всегда лучше попробовать свои силы на каком-либо черновом варианте, соединив его. Также необходимо знать, что фен необходим не бытовой, а специальный, имеющий плавные регулировки температурных режимов подаваемого горячего воздуха.
Сварка пластика феном
Понадобится:
- Фен. Вполне успешно себя зарекомендовал для соединения различных материалов, включая разновидности полиэтилена, инструмент марки Makita. Но стоит упомянуть о существовании малогабаритных моделях подобных вещей (прямых фенах). Выбирая фен для данной процедуры (пластмассы) нужно руководствовать двумя характеристиками: наличием в фене регулятора плавного перехода температуры воздуха, а также возможностью использования насадок. Устройство применяется не только для соединения рассматриваемого состава, но также для полиэтилена и т.п.
- Комплект насадок для фена. Выбор осуществляется в зависимости от сложности работ. Так, к примеру, для сваривания детали мотоцикла или автомобиля наиболее часто применяется насадка диаметром от 5 до 8 миллиметров. Такие насадки продаются в большинстве случаев отдельно от устройства.
- Припой. В качестве припоя для соединения пластика используются специальные прутки, выполненные из идентичного со свариваемой деталью состава. Отметим, что припой достаточно просто нарезать самостоятельно из готового, но можно также приобрести в строительном магазине. Отметим, что подобная методика воздействия феном может быть использована для соединения полиэтилена.
- Может также пригодиться напильник, зажимы, а также машинка для выравнивания и разглаживания сварных швов. Сварка предусматривает использование данных инструментов для шлифования шва.
 Выбирая фен для данной процедуры (пластмассы) нужно руководствовать двумя характеристиками: наличием в фене регулятора плавного перехода температуры воздуха, а также возможностью использования насадок. Устройство применяется не только для соединения рассматриваемого состава, но также для полиэтилена и т.п.
Выбирая фен для данной процедуры (пластмассы) нужно руководствовать двумя характеристиками: наличием в фене регулятора плавного перехода температуры воздуха, а также возможностью использования насадок. Устройство применяется не только для соединения рассматриваемого состава, но также для полиэтилена и т.п. Сварка предусматривает использование данных инструментов для шлифования шва.
Сварка предусматривает использование данных инструментов для шлифования шва.Этапы сварки:
- Сначала нужно удостовериться в том, что ремонтируемая деталь идентична составу материалу прутка. То есть, если деталь из полипропилена, то и пруток должен состоять из полипропилена. В зависимости от состава выбирается температурный режим подачи воздуха для сварки. Если будут использованы разные материалы, с большой вероятностью один из них не разогреется и шов получится некачественным. Детали автомобилей и мотоциклов в большинстве случаев выполнены из полипропилена, полиамида и т. п. Маркировка пластика может быть нанесена на самой свариваемой детали.
- Допустим, вы определили, что соединяемый элемент состоит из полипропилена. Теперь необходимо зачистить свариваемый участок. Для этого воспользуйтесь наждачной бумагой, напильником или шлифовальной машинкой. Таким образом, необходимо зачистить края деталей из пластика на месте разлома (при ремонте), где будет применяться сварка. Захват расстояния для зачистки может достигать до одного сантиметра с каждого края. Сварка подразумевает, что припой будет отлично ложиться на зачищенные поверхности деталей, что в свою очередь, позволит увеличить прочность соединяемых деталей.
- Теперь деталь из полипропилена следует собрать по кусочкам (при ремонте) или подготовить детали для сварки, как при любой другой сварке, включая соединение полиэтилена. Пруток заостряется с конца, после чего подносится к зачищенному шву. Во время соединения желательно равномерно прогревать толстый пруток (припой) и тонкий материал. Для того чтобы пластик не обвис и не начал плавиться, можно использовать низкую температуру и неинтенсивную подачу воздуха фена. Необходимо обзавестись специальной таблицей, в которой рассмотрены температурные режимы, наиболее подходящие для соединения материалов.
- Как только припой начнет плавиться как пленка полиэтилена, нужно с осторожностью продавить пластик, оказываем прижимное воздействие на него. Таким образом, вы утопите припой в разломе. Стоит отметить, что во время сварочной работы припой необходимо передвигать из стороны в сторону (образовывается наплыв на разлом). По мере прогревания пластикового прутка и краев свариваемого материала, припой утапливается при помощи легкого нажима, используя при этом плавные передвижения прутка из полипропилена. Подобная работа проделывается вплоть до конца шва.
- По окончании работ на ремонтируемом участке, как правило, остается излишек прутка. Его нужно удалить, и для этого нужно задействовать разогретый фен: нагрейте излишек, после чего открутите его (оттяните на себя) до момента разрыва. Но делать подобное необходимо очень аккуратно, поскольку есть вероятность отрыва не успевшего схватиться пластика.
- В результате несложных действий сварка пластика (деталей из полипропилена) может считаться завершенной. Однако для того, чтобы сварка была полностью завершена, нужно зашлифовать поверхность. Следует дождаться полного остужения деталей, после чего воспользоваться шлифовальной машинкой, наждачной бумагой или напильником и затереть шов снаружи.
 Захват расстояния для зачистки может достигать до одного сантиметра с каждого края. Сварка подразумевает, что припой будет отлично ложиться на зачищенные поверхности деталей, что в свою очередь, позволит увеличить прочность соединяемых деталей.
Захват расстояния для зачистки может достигать до одного сантиметра с каждого края. Сварка подразумевает, что припой будет отлично ложиться на зачищенные поверхности деталей, что в свою очередь, позволит увеличить прочность соединяемых деталей. Таким образом, вы утопите припой в разломе. Стоит отметить, что во время сварочной работы припой необходимо передвигать из стороны в сторону (образовывается наплыв на разлом). По мере прогревания пластикового прутка и краев свариваемого материала, припой утапливается при помощи легкого нажима, используя при этом плавные передвижения прутка из полипропилена. Подобная работа проделывается вплоть до конца шва.
Таким образом, вы утопите припой в разломе. Стоит отметить, что во время сварочной работы припой необходимо передвигать из стороны в сторону (образовывается наплыв на разлом). По мере прогревания пластикового прутка и краев свариваемого материала, припой утапливается при помощи легкого нажима, используя при этом плавные передвижения прутка из полипропилена. Подобная работа проделывается вплоть до конца шва.
Таким образом, сварка показывает отличный результат, а вы получаете качественный сварной шов, не уступающий по прочности цельному пластику. Как только сварка завершена и выдержано полчаса до полного остужения, при необходимости можно приступать к окраске.
Похожие статьи
Сварка пластика паяльником
Когда пластиковый корпус предмета треснет или разбивается на части, большинство людей просто покупают новый; однако пластик чрезвычайно пластичен, его довольно легко расплавить и снова прикрепить паяльником. Хотя отремонтированный объект не будет выглядеть так, как когда он был новым, с практикой вы можете сделать гладкие пластиковые сварные швы, которые не являются косметически очевидными.
Использование паяльника для сварки пластика не ограничивается ремонтом: пластик можно сваривать для изготовления изделий и даже в художественных целях. Вам не нужно выходить и покупать комплект для сварки пластика, если у вас уже есть паяльник или станция — вы можете начать сварку пластика уже сегодня. Давайте посмотрим на процесс.
Вам не нужно выходить и покупать комплект для сварки пластика, если у вас уже есть паяльник или станция — вы можете начать сварку пластика уже сегодня. Давайте посмотрим на процесс.
(Примечание: перед тем, как сделать первый сварочный шов, вы можете поэкспериментировать с ломом пластика, чтобы узнать, сколько времени вам понадобится, чтобы прижимать паяльник к определенным точкам в пластике.)
Начните с тщательной очистки пластика с мылом и обезжиривающим средством, даже если он не выглядит грязным. Отшлифуйте края пластика, чтобы они не зазубрились.Затем вы подключите паяльник и дайте ему прогреться, что займет всего несколько минут.
Сдвиньте два куска пластика вместе и удерживайте их в этом положении, пока вы водите паяльником по шву, пока два куска пластика частично не сольются вместе. Пока кусочки пластика еще горячие и подвижные, отрегулируйте их так, чтобы они максимально подходили друг к другу.
Вы можете усилить сварной шов, добавив в шов небольшие кусочки пластика, в идеале тонкие полоски. Затем полностью расплавьте эти кусочки пластика, нажав на них наконечником паяльника, пока они не станут жидкими. Паяльником равномерно распределите разжиженный пластик по длине шва.
Затем полностью расплавьте эти кусочки пластика, нажав на них наконечником паяльника, пока они не станут жидкими. Паяльником равномерно распределите разжиженный пластик по длине шва.
Последний шаг — пройти по шву и окружающему его пластику паяльником быстрыми плавными движениями. После того, как вы немного попрактикуетесь в этой технике, вы сможете создать ровный, гладкий пластиковый сварной шов.
Сварка пластмасс своими руками · Моя занятая пенсионная жизнь
Время чтения: 7 минут.
Мне понадобились советы по сварке пластика своими руками.Сварка пластика была в моем будущем. Для будущего проекта мне нужна была пила по мокрому, а у появившейся пилы была трещина в поддоне для воды. Продавец был очень прямолинеен и назвал это недостатком в рекламе, поэтому я был предупрежден. Когда я приехал к продавцам, трещина оказалась в худшем месте, где только можно. Это было в углу. Он шел от верха сковороды до дна сковороды с парой шпорцевых трещин, отходящих от основной трещины. Купил мокрую пилу.
Купил мокрую пилу.
Сварочный пластиковый поддон для воды своими руками с паяльником и стяжками
Предыдущий опыт
Я уже знал о сварке пластмасс, так как ранее требовался шов на корпусе песочного фильтра.Нет, я не выполнял эту сварку. Я поручил это профессионалу в магазине принадлежностей для бассейнов. Этот сварной шов продержался несколько лет, прежде чем на танке образовалась новая трещина. Оригинальный сварной шов никогда не выходил из строя.
Мысли о том, как исправить эту трещину
Теперь у меня была пила для мокрого распыления, для которой нужно было приварить поддон для воды. Мои первоначальные мысли заключались в том, что если бы трещина была в середине сковороды, я мог бы наклепать на нее немного алюминия. Немного кровельного цемента может предотвратить вытекание воды.Это все равно что залатать протекающий желоб. Угловая трещина полностью убила эту идею. Я посетил youtube. com и нашел несколько видеороликов, в которых для сварки использовался паяльник малой мощности. Мда, у меня есть паяльник, возможно, мне не понадобится специальный инструмент. Может быть, сварка пластика своими руками мне подойдет.
com и нашел несколько видеороликов, в которых для сварки использовался паяльник малой мощности. Мда, у меня есть паяльник, возможно, мне не понадобится специальный инструмент. Может быть, сварка пластика своими руками мне подойдет.
Присадочный материал
Я знал, что при обычной сварке используется пруток или проволока, которые помогают заполнить материал между двумя свариваемыми деталями.Я считал, что в процессе сварки пластмасс будет такой материал. Я поискал, и вот они, заливные стержни для разных пластмасс. Мой поддон для воды с мокрой пилой старый, и я не знаю, из какого пластика он сделан.
Осторожно, коробка выходит
Я смотрел эти видео, смотрел и прислушивался к любым советам по технике сварки. Иногда есть видео, которые показывают вам технику, которую вы ищете, но если вы внимательно прислушаетесь, ведущий дает советы о процессе, независимо от того, называет ли он их как таковые.Большую часть времени человек болтает о процессе, и внезапно появляется подсказка в режиме маскировки. Они раздают их, даже не подозревая, что передали драгоценный камень знания. Хорошо, хорошо, я убираю коробку с тирадами.
Они раздают их, даже не подозревая, что передали драгоценный камень знания. Хорошо, хорошо, я убираю коробку с тирадами.
Без специального инструмента или присадочного материала
Мне не нужно покупать специальный инструмент для этой работы. У меня уже есть небольшой паяльник. Кроме того, мне не нужно покупать специальный пластиковый сварочный стержень. Я нашел видео, где в качестве материала сварочного стержня использовали стяжки.Кроме того, они укрепили сварной шов бумажными скобами, которые они сплющили и закопали в пластик под сварным швом. Мне нравятся эти идеи. Материалы у меня уже есть. Кроме того, мой кошелек очень доволен, никаких новых инструментов и других материалов, которые нужно покупать и хранить. Сварка пластика своими руками — это для меня!
Наконечники по сварке пластмасс
Я обнаружил, что следующие подсказки назывались или обсуждались. Я также добавил несколько собственных наблюдений.
- Очистите область сварки спиртом.
- Работа в хорошо проветриваемом помещении (лучше всего на открытом воздухе) .
- Установите вентилятор, чтобы всасывать или выдувать пары от вас, или наденьте соответствующий респиратор с картриджами, рассчитанными на защиту от паров.
- Надевайте защитные очки или маску, закрывающую все лицо, и перчатки, чтобы защитить глаза и предотвратить ожоги рук.
- Пластик нагревают, он облегчает плавление и добавление наполнителя.
- Приварите пластик прихваточным швом, чтобы скрепить трещины.
- Чем глубже вы вплавите пластик, тем прочнее будет сварной шов.
- Техника обучения с использованием паяльника коротка, но еще предстоит научиться.
- Укрепите сварной шов проволочными или бумажными скобами, чтобы повысить его прочность.
- Не ожидайте, что он будет выглядеть как новенький.
Очистить зону сварки
Здесь важно, чтобы при сварке деталь не содержала посторонних материалов. Если это не пластик, его необходимо удалить или очистить.Я использовал спирт высокой крепости (90%), чтобы очистить область. Предыдущий владелец попытался исправить эпоксидную смолу, но она оказалась безуспешной, поэтому мне пришлось сколоть и выковыривать ее, пока она не исчезла. Я мог бы использовать мыло и воду, если бы дал достаточно времени, чтобы оно полностью высохло. Но крепкий спирт испаряется за секунды.
Если это не пластик, его необходимо удалить или очистить.Я использовал спирт высокой крепости (90%), чтобы очистить область. Предыдущий владелец попытался исправить эпоксидную смолу, но она оказалась безуспешной, поэтому мне пришлось сколоть и выковыривать ее, пока она не исчезла. Я мог бы использовать мыло и воду, если бы дал достаточно времени, чтобы оно полностью высохло. Но крепкий спирт испаряется за секунды.
Безопасность
Следующие три шага связаны с безопасностью. Первым делом нужно выбрать место для сварки на открытом воздухе. Вам нужно много свежего воздуха.Пары, образующиеся при сварке пластика своими руками, вредны для вас. Так что не делайте этого в доме или гараже.
Затем установите вентилятор так, чтобы он всасывал или выдувал дым или пар от вас во время работы. Отсос паров — вероятно, лучший способ, так как тогда воздух не будет пытаться охладить вашу работу. Если у вас нет вентилятора, всегда можно надеть респиратор с картриджами с паронепроницаемостью.
Надевайте защитные очки для защиты глаз.Поскольку вы работаете с горячим инструментом и нагреваете пластик до тех пор, пока он не станет мягким и текучим, настоятельно рекомендуется использовать перчатки, чтобы предотвратить ожоги пальцев или рук.
Утеплить пластик
Нагревание пластика помогает пластику стать более пластичным. Это стартовое тепло значительно упрощает добавление дополнительного материала (пластмассовый сварочный стержень или пластмассовый материал) . Тепловой пистолет или фен для волос помогут вашему пластику быстро нагреться, но не переусердствуйте.Вы же не хотите, чтобы деталь при сварке становилась настолько горячей, что теряла форму.
Прихваточный шов
Прихваточный шов — это то, что делается для удержания двух деталей на месте и установления их взаимного расположения друг относительно друга. Это также обеспечивает их выравнивание во время выполнения основного сварного шва. Эта часть техники особенно хорошо работает при трещине. Две части можно сжать вместе (убедитесь, что все правильно выровнено перед нагреванием) , прикладывая паяльник к краю трещины, пока он не начнет плавиться.Снимите паяльник и продолжайте удерживать части вместе, пока пластик снова не станет твердым (15-30 секунд) . Теперь две детали скреплены «прихваточным швом». Нет необходимости в зажимах, ремнях или приспособлениях для удержания двух частей вместе, пока вы завершаете основной сварной шов.
Эта часть техники особенно хорошо работает при трещине. Две части можно сжать вместе (убедитесь, что все правильно выровнено перед нагреванием) , прикладывая паяльник к краю трещины, пока он не начнет плавиться.Снимите паяльник и продолжайте удерживать части вместе, пока пластик снова не станет твердым (15-30 секунд) . Теперь две детали скреплены «прихваточным швом». Нет необходимости в зажимах, ремнях или приспособлениях для удержания двух частей вместе, пока вы завершаете основной сварной шов.
Более глубокое плавление
Эта часть техники гарантирует, что вы действительно соедините две части вместе, а не только на поверхности. Я обнаружил, что это особенно легко сделать с помощью паяльника.Паяльник имеет заостренный наконечник, и его конец можно очень легко использовать для плавления канавки вдоль трещины. Я использовал наконечник паяльника, чтобы проплавить канавку примерно на половине толщины материала, над которым я работал. Эту часть процесса я бы назвал «прихваточным швом». Он прочно удерживал две части вместе, пока я не смог заполнить трещину. Затем я «приварил» дополнительный пластиковый материал, чтобы заполнить канавку и еще немного. Затем я перевернул кусок и повторил процесс с другой стороны трещины.Таким образом, материал сварного шва фактически полностью прошел через пластиковый поддон для воды, когда сварка была завершена.
Эту часть процесса я бы назвал «прихваточным швом». Он прочно удерживал две части вместе, пока я не смог заполнить трещину. Затем я «приварил» дополнительный пластиковый материал, чтобы заполнить канавку и еще немного. Затем я перевернул кусок и повторил процесс с другой стороны трещины.Таким образом, материал сварного шва фактически полностью прошел через пластиковый поддон для воды, когда сварка была завершена.
Кривая обучения
Кривая обучения сварке пластмасс очень короткая, но она все еще есть. Если вы беспокоитесь, что собираетесь «все испортить», найдите какой-нибудь предмет для практики. Кривая обучения будет заключаться в том, как долго держать паяльник на пластике, чтобы не пробить дырку в материале. Кривая также касается того, как расплавить сварочный стержень и заставить его прилипать к заготовке, когда вы продолжаете сварку.Последняя часть кривой будет посвящена тому, как улучшить фактический сварной шов. После того, как вы закончите, сварной шов может выглядеть довольно грубым. Речь идет о применении жала паяльника, чтобы сгладить вид сварного шва.
Речь идет о применении жала паяльника, чтобы сгладить вид сварного шва.
Усильте сварной шов
Усильте сварной шов, если деталь используется под нагрузкой или испытывает сильную вибрацию. Я нашел видео, в котором предлагалось использовать скобы (скрепляющие бумагу) для усиления сварного шва.Я считаю, что если у вас плоская заготовка, это хорошая техника. Но если вы работаете с изогнутым объектом или местом, жесткость скобы становится проблемой. Вам понадобится другая техника.
Более эффективный способ — использовать одиночный провод из очень маленького многожильного провода (изоляционный материал удален) для усиления сварного шва. Многожильный провод очень гибкий и легко укладывается по кривой. Положите провод на материал и приложите кончик паяльника к проводу, пока не увидите, как он спускается в пластик.Затем добавьте дополнительный материал на проволоку и дайте ему остыть, чтобы он прочно держался на проволоке. Затем повторите процесс вдоль проволоки, пока не пересечете трещину. Обрежьте проволоку и повторяйте процесс, пока вся проволока не будет заделана и покрыта дополнительным материалом. Повторите столько раз, сколько вы чувствуете, что деталь нуждается в подкреплении. Я использовал 5 подкреплений (он вмещает около 5 галлонов воды) вдоль моей 3-дюймовой трещины.
Затем повторите процесс вдоль проволоки, пока не пересечете трещину. Обрежьте проволоку и повторяйте процесс, пока вся проволока не будет заделана и покрыта дополнительным материалом. Повторите столько раз, сколько вы чувствуете, что деталь нуждается в подкреплении. Я использовал 5 подкреплений (он вмещает около 5 галлонов воды) вдоль моей 3-дюймовой трещины.
Окончательный вид сварной детали
Не ожидайте, что сварная деталь будет выглядеть как новая.Он не будет гладким и неровным. Вы добавляете дополнительный материал, и этот расплавленный пластик хочет прилипнуть к жало паяльника, и оно будет подтягиваться, когда вы вынимаете паяльник, поэтому поставьте свои ожидания на более низкий уровень, чем идеальный внешний вид. Не поймите меня неправильно, я все еще ожидал, что мой армированный сварной шов сможет выдерживать воду и выдерживать вибрации пилы. У него получилось и то, и другое, но получилось не совсем гладко или красиво.
С тех пор, как я написал эту статью, я сваривал все больше и больше пластиковых деталей по всему дому.Я считаю, что паяльник — лучший инструмент для создания бороздки в трещине и глубокого заполнения шва коротких трещин (длина в дюймах) . Это также лучший инструмент для прихваточной сварки вдоль трещины. Но если вы пытаетесь заполнить трещину длиной более нескольких дюймов, для меня это замедлится. Я обнаружил, что есть лучший инструмент для очень простого и быстрого заполнения длинной трещины.
(Mybusyretiredlife.com Все права защищены)
(Mybusyretiredlife.com Все права защищены)
(Mybusyretiredlife.com Все права защищены)
(Mybusyretiredlife.com Все права защищены)
(Mybusyretiredlife.com Все права защищены)
(Mybusyretiredlife.com Все права защищены)
Имеет специальность механика. Я работал над всем, что связано с домом, от замены лампочки до перемещения несущей стены. Что касается рецептов, они появились после того, как я не смог найти то, что искал, и рецепты, которые за всю жизнь я полюбил и которыми хочу поделиться с миром.
Понравился этот пост? Вам могут понравиться:
Можно ли припаять металл к пластику?
Использование паяльника для пайки пластика не ограничивается ремонтом: вы можете сварить пластик для изготовления изделий и даже в художественных целях. Сдвиньте два куска пластика вместе и удерживайте их там, пока вы проводите паяльным наконечником по шву, пока два куска пластика частично не расплавятся.
Щелкните, чтобы увидеть полный ответ
Также знаете, можно ли сваривать металл с пластиком?
«Практически все клеевые технологии можно использовать для склеивания пластмасс и металлов », — добавляет Смолл. «Цианоакрилаты, акрилы, эпоксиды, уретаны, эластомеры и силиконы — все это надежно связывает пластмассы с металлами ». Хотя в настоящее время невозможно сварить пластик с металлом , есть потенциал для нескольких новых научно-исследовательских проектов.
Кроме того, можно ли сплавить пластик вместе? Если у вас есть две отдельные части пластика , которые необходимо соединить, или если у вас есть трещина, то вам, , нужно будет сделать немного пластик сваркой. Основная идея состоит в том, чтобы нагреть соединяемые кромки, чтобы расплавил пластик до тех пор, пока он не станет достаточно жидким, чтобы соединить кромки вместе .
Учитывая это, как соединить пластик с металлом?
Соединение пластиковой и металлической сантехники
- Получите свои материалы.Соединение пластиковой и металлической сантехники потребует использования определенных материалов.
- Посмотрите на трубы. Осмотрите трубы и убедитесь, что они в хорошем рабочем состоянии.
- Используйте переходник.
- Наклейте ленту или состав.
- Нанести грунтовку для ПВХ.
- Присоедините трубу и переходник.
Может ли паяльник плавить пластик?
Паяльники , выделяющие значительное количество тепла, часто используются для плавления и сварки пластмасс . Как таковые, они очень полезны в домашнем хозяйстве: в тех случаях, когда клей не может должным образом закрепить инструмент для пластика , пайка часто делает. Однако пластик для пайки может выделять опасные пары.
Как таковые, они очень полезны в домашнем хозяйстве: в тех случаях, когда клей не может должным образом закрепить инструмент для пластика , пайка часто делает. Однако пластик для пайки может выделять опасные пары.
Сварка пластмасс
Сварка пластмасс
Выше фотография GSXR Вики 94-го года. Купила она его у первоначального владельца в 2003 году, незадолго до аварии. Предыдущему владельцу не понравилась посадка водителя, поэтому он установил рули наподобие тех, что есть на Standard.Штанги попали в обтекатель фары, поэтому он разрезал обтекатель и лобовое стекло, снял стойку обтекателя и установил зеркала заднего вида. Это положение было не для Вики, привыкшего к ее покойному GSXR 93-го года, поэтому она немедленно вернулась к установке зажимов, чтобы восстановить заводскую посадку.
Вот и мы, 2008 год, почти пять лет после того, как Вики купила байк, и я наконец что-то делаю, чтобы у нее не было зеркал на байке. Я впервые посмотрел на покупку нового обтекателя.При цене более 350 долларов это было невозможно. Затем я искал бывшие в употреблении … и смотрел … и смотрел … и смотрел. Эти кусочки пластика стоили более 100 долларов, и большинство из них было повреждено. В конце концов я купил одну по «сделке», пока не понял, что у нее две сломанные опоры фар. Я собирался отремонтировать и перекрасить эту, и даже купил подходящую краску в мастерской по окраске автомобилей. Ремонт так и не состоялся. Затем я решил, что кто-то другой приварит «уши» пластиковым пластиком к оригинальному обтекателю. Я купил обтекатель с лопастью, чтобы можно было отрезать «уши» и приварить их.Еще через год я решил просто сделать это сам.
Я впервые посмотрел на покупку нового обтекателя.При цене более 350 долларов это было невозможно. Затем я искал бывшие в употреблении … и смотрел … и смотрел … и смотрел. Эти кусочки пластика стоили более 100 долларов, и большинство из них было повреждено. В конце концов я купил одну по «сделке», пока не понял, что у нее две сломанные опоры фар. Я собирался отремонтировать и перекрасить эту, и даже купил подходящую краску в мастерской по окраске автомобилей. Ремонт так и не состоялся. Затем я решил, что кто-то другой приварит «уши» пластиковым пластиком к оригинальному обтекателю. Я купил обтекатель с лопастью, чтобы можно было отрезать «уши» и приварить их.Еще через год я решил просто сделать это сам.
Поскольку эта статья будет в основном посвящена сварке пластика, я просто расскажу, как я вырезал уши, потому что это не обычное дело. Сначала снял доработанное лобовое стекло, установил стандартный щиток, отрезал ушки от лопнувшего обтекателя так, чтобы было перекрытие с оригинальным обтекателем, соединил ушки с лобовым стеклом, совместил уши с обтекателем, пометил уши, затем разрежьте линию. Простой!
Простой!
Затем обтекатель и проушины были опилены под углом 45 градусов, поэтому, когда они были выровнены, между ними образовалась V-образная выемка.Я сделал это довольно быстро с помощью Dremel и шлифовального барабана. Чтобы у меня не возникло проблем с несовместимостью с пластиком, я своими ножницами по металлу вырезал тонкие полоски пластика от лопнувшего донорского обтекателя. Таким образом, обтекатель, проушины и сварочный шов были выполнены из одного и того же АБС-пластика.
Вместо того, чтобы покупать какой-нибудь модный сварочный аппарат для пластика, я решил сделать это по старинке … с помощью паяльника. Я получил утюг красивым и предварительно нагретым, выровнял свариваемые детали, используя лобовое стекло в качестве приспособления, чтобы удерживать их на месте, а затем я положил полоску пластикового наполнителя и начал плавить ее в V-образной канавке между два куска пластика.
Если вы не позволите пластику достаточно нагреться, чтобы сплавиться со всеми деталями, которые вы свариваете вместе, вы получите «холодный сварной шов», который вообще не будет иметь хорошего соединения. Это будет сварной шов, который соединен достаточно хорошо, чтобы скрепить детали и заставить вас «думать», что вы их сварили. Как только вы приложите немного силы к двум деталям, они сломаются прямо по линии шва. Вы также можете иногда подставить лезвие ножа под губу и вытащить его обратно.Чтобы предотвратить это, я оставил паяльник в месте сварки на достаточно долгое время, чтобы нагреться до того места, где я не мог оставить палец на задней стороне обтекателя. Кроме того, при перемещении паяльника пластик на 1/8 дюйма или более также будет двигаться. Когда у вас есть такой теплый пластик, все детали будут плавиться вместе, а когда он остынет, обычно с довольно медленной скоростью, вы получите действительно хорошее соединение.Вы также можете настроить детали, если на одной из них есть небольшая деформация и выравнивание не идеальное.Вот несколько фотографий, примеры фотографий сварных швов.
Это будет сварной шов, который соединен достаточно хорошо, чтобы скрепить детали и заставить вас «думать», что вы их сварили. Как только вы приложите немного силы к двум деталям, они сломаются прямо по линии шва. Вы также можете иногда подставить лезвие ножа под губу и вытащить его обратно.Чтобы предотвратить это, я оставил паяльник в месте сварки на достаточно долгое время, чтобы нагреться до того места, где я не мог оставить палец на задней стороне обтекателя. Кроме того, при перемещении паяльника пластик на 1/8 дюйма или более также будет двигаться. Когда у вас есть такой теплый пластик, все детали будут плавиться вместе, а когда он остынет, обычно с довольно медленной скоростью, вы получите действительно хорошее соединение.Вы также можете настроить детали, если на одной из них есть небольшая деформация и выравнивание не идеальное.Вот несколько фотографий, примеры фотографий сварных швов.
После того, как я сварил оба ушка и дал им остыть, чтобы не деформироваться, если я отсоединю обтекатель от лобового стекла, я снял обтекатель с велосипеда, а затем снял ветровое стекло с обтекателя. Таким образом я смог сварить шов изнутри, а также получить участки, которые я не сварил, так хорошо, как мне бы хотелось, потому что ветровое стекло мешало. Кроме того, убедитесь, что вы выполняете сварку с передней и задней стороны, потому что, если вы не сделаете шов изнутри, он также действует как фактор, повышающий напряжение, и является хорошим показателем усталостного растрескивания.
Таким образом я смог сварить шов изнутри, а также получить участки, которые я не сварил, так хорошо, как мне бы хотелось, потому что ветровое стекло мешало. Кроме того, убедитесь, что вы выполняете сварку с передней и задней стороны, потому что, если вы не сделаете шов изнутри, он также действует как фактор, повышающий напряжение, и является хорошим показателем усталостного растрескивания.
Получив все свои сварные швы так, как я хотел, я обработал как можно большую часть гидроизоляции напильником …
Затем я отшлифовал сварные швы наждачной бумагой с зернистостью 220, чтобы сгладить сварные швы. и затем очистили их зерном 600. На этом этапе у вас должна быть возможность осмотреть сварной шов. Если вы видите тонкую линию на месте шва, у вас холодная сварка, и вам придется повторно нагреть область, чтобы получить хорошее соединение. Если вы не видите линий или швов, это хороший сварной шов.
У меня было несколько небольших сварных точек, которые я решил просто заполнить грунтовкой, так как сварные швы выглядели хорошо. У меня также была проблема с выравниванием левого уха из-за того, что обтекатель или донорское ухо деформировались больше, чем я мог выпрямить без теплового пистолета, который позволяет нагревать большую площадь, чем паяльник. Я выровнял две части, достаточно хорошо для того, что я делал, и, учитывая толщину пластика, я решил, что смогу отшлифовать его до гладкости, позволяя грунтовке сделать поверхность гладкой.
У меня также была проблема с выравниванием левого уха из-за того, что обтекатель или донорское ухо деформировались больше, чем я мог выпрямить без теплового пистолета, который позволяет нагревать большую площадь, чем паяльник. Я выровнял две части, достаточно хорошо для того, что я делал, и, учитывая толщину пластика, я решил, что смогу отшлифовать его до гладкости, позволяя грунтовке сделать поверхность гладкой.
Затем я загрунтовал поверхность и отшлифовал ее зернистостью 600. Я снова перешел к пластику, оставив грунтовку на углублениях, чтобы помочь в создании этих участков.
Мне кажется, у меня уши такие же гладкие, как я предпочитаю их делать. На это ушло около пяти слоев грунтовки с шлифовкой между каждым слоем. Теперь все должно быть готово к окончательной окраске.
Боялся перекрашивать весь обтекатель на случай, если цвет не совпадет. К счастью, у меня было серебро GM, которое довольно хорошо сочеталось с исходным цветом.Я только нарисовал «ушки» обтекателя, чтобы он плавно переходил в исходную краску.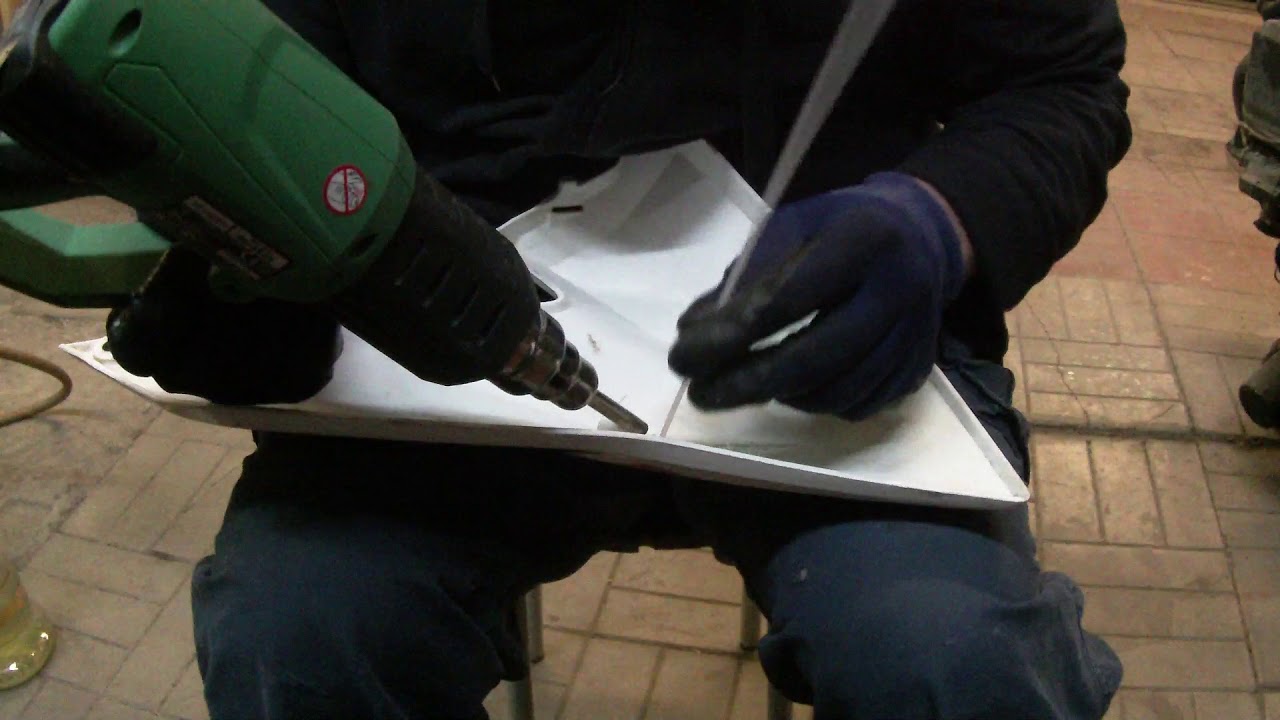 Как только я накинул несколько наклеек и зеркал, все получилось очень хорошо.
Как только я накинул несколько наклеек и зеркал, все получилось очень хорошо.
Вернуться на главную страницу Desmo Demon.
Как паять пластиковые трубы. Инструкция по пайке пластиковых труб Подготовка пластиковых труб к пайке
Ассортимент стройматериалов постоянно обновляется и расширяется, появляются современные материалы. Многие стараются использовать в домах трубопроводы с большим сроком службы — пластиковые коммуникации.Далее разберемся, как паять пластиковые трубы? Но сначала скажем, что преимуществом таких технологий является появление возможности самостоятельно отремонтировать или заменить водопроводные и тепловые сети. Так как же паять пластиковые водопроводные трубы?
Для этого нам необходимо разобраться в типах труб, это металлопластиковые и полиэтиленовые.
А подразделяется на подвиды: полиэтилен — применяется для прокладки внутри зданий и уличных трасс.Его можно использовать при высоких давлениях и низких температурах. ПВХ — используются для удешевления ремонта. Армированный пластик — со сроком эксплуатации более 50 лет, часто используется для горячего водоснабжения.
ПВХ — используются для удешевления ремонта. Армированный пластик — со сроком эксплуатации более 50 лет, часто используется для горячего водоснабжения.
Широкое распространение по ряду причин:
- Простота установки.
- Длительный срок службы.
- Низкая коррозионная активность.
- Экологически чистый материал.
- Легкий и удобный для переноски.
- Не поддаваться вредному воздействию микроорганизмов.
Полиэтиленовые трубы монтируются пайкой или с использованием муфт / фитингов. Как паять пластиковые трубы для сантехники? Для сетей холодного водоснабжения подходят трубы из ПВХ и полиэтилена без армирования и армирования.
Для пайки полиэтиленовых швов потребуется:
- Паяльник (нагревательный прибор, специальное устройство с подошвой с прикреплением к ней специальных насадок различного диаметра).
- Труборез.
- Триммер.
- Бумага с мелким зерном.
- Муфта сцепная (с муфтой в сборе)

Этапы технологии прокладки гидросвязей расскажут, как научиться паять:
- Отмеряем нужную длину рулеткой.
- Отрезать труборезом.
- Обрезаем обрезанные концы.
- Спаиваем концы.
Температурный режим пайки чаще всего встречается в инструкции к инструменту.На некоторых современных моделях установлен автоматический режим обогрева, на других марках мощность обогрева подбиралась вручную. При какой температуре паять пластиковые трубы? При пайке полиэтиленовых труб необходимо установить температуру в районе 220 ° С, для полипропиленовых — 260 ° С. На устройстве есть индикатор, который показывает, что устройство готово к работе. Индикатор горит только в режиме обогрева. Время пайки зависит от окружного радиуса трубопровода и может составлять от 5 до 40 секунд.
Знать технологию подключения коммуникаций недостаточно; для качественного монтажа нужно знать ряд особенностей прокладки. Как правильно паять пластиковые трубы? Для обеспечения профессиональной сборки технологических корпусов необходимо учитывать нюансы подключения:
Как правильно паять пластиковые трубы? Для обеспечения профессиональной сборки технологических корпусов необходимо учитывать нюансы подключения:
Необходимо прогреть паяльник, минут 5-7.
Работы проводить при плюсовой температуре.
После пайки не допускайте прокрутки или движения.
Дайте составу остыть.
Паяльники бытовые предназначены для пайки проводов диаметром до 32 см.
Между краем трубопровода и внутренней резьбой фитинга не должно быть зазоров.
Чрезмерное усилие при сжатии элементов может привести к уменьшению зазора в полости и ухудшить работоспособность всей конструкции.
Удалите остатки материала с насадок.
При проведении работ, связанных с обогревом, соблюдаем правила безопасности, это предотвратит травмы и ожоги: пайка должна производиться в защитных перчатках, следим за чистотой в помещении, паяльник устанавливается на ровную горизонтальную поверхность, он есть. Приступать к работе необходимо после полного прогрева, не отключайте патрубок от электрической сети на протяжении всей установки.
Паять пластиковые трубы своими руками несложно, этот процесс не требует профессиональных навыков и опыта. Трубопровод из полиэтиленовых конструкций и ПВХ — надежная, прочная и экологически чистая система водоснабжения и отопления.
Ремонт — удовольствие довольно дорогое, поэтому многие люди в целях экономии предпочитают делать его самостоятельно. Но если поклейка обоев и укладка линолеума считаются простыми видами ремонта, то для укладки или замены коммуникаций требуются определенные навыки и специальное оборудование.
Например, многих пугает необходимость подключения пластиковых труб при ремонте водопровода. На самом деле ничего сложного в этом нет, достаточно обзавестись сварочным аппаратом для пластиковых труб и изучить некоторые особенности процесса.
Для проведения сварочных работ с пластиковыми трубами вам потребуются следующие инструменты:
- строительная лента и карандаш (маркер) для измерения,
- труборез или строительный нож для резки труб,
- бритва (при сварке труб, армированных алюминиевой фольгой),
- напильник и мелкозернистая наждачная бумага для затирки заусенцев на отрезанных трубах,
- трубосварочный аппарат.
Также понадобится спирт для обезжиривания элементов конструкций в местах сварки и ветошь.
Что такое аппарат для сварки пластиковых труб
Машина для сварки пластиковых труб предназначена для нагрева концов трубы и фитинга, которые будут соединяться вместе, до температуры, близкой к температуре плавления. Из-за размягчения материала после охлаждения они образуют единую монолитную конструкцию.
Само устройство состоит из опорной площадки и корпуса в комплекте:
- терморегулятор,
- световых индикаторов рабочего состояния прибора,
- Нагревательный элемент (зеркала, подошвы),
- ручки для регулировки положения зеркала.
В основании устройства есть два отверстия, на которые крепятся насадки, соответствующие диаметрам пластиковых труб. Самые распространенные насадки позволяют сваривать трубы от 16 до 32 мм, максимально возможный диаметр 63 мм.
Здорово! В процессе эксплуатации подошва и прикрепленные к ней насадки нагреваются до одинаковой температуры, что позволяет надежно соединять элементы трубопровода, не беспокоясь о том, что один из них недостаточно прогрелся.
Аппараты для сварки пластмасс бывают двух видов: мечевидные и цилиндрические. Мечевидного аппарата вполне достаточно для домашнего использования, но у этого средства есть один недостаток — довольно слабая устойчивость.
Полиэтиленовые трубы, производимые в основном из HDPE (полиэтилена низкого давления), занимают прочное место во многих областях промышленности, строительства и быта благодаря наличию многих технологически выгодных характеристик. Это требует оптимальных способов их соединения, без которых невозможен процесс монтажа и обустройства трубопроводов.
Разновидности полиэтиленовых трубных соединений
Среди различных типов соединений между полиэтиленовыми трубами различают разъемные и неразъемные.
Разборный метод позволяет разобрать собранную конструкцию в конце работы. Соответственно, он оптимален в тех случаях, когда нет необходимости в его длительном использовании. Аналогичное соединение труб осуществляется при помощи стальных фланцев.
Более прочным и часто используемым на практике является неразъемное соединение.Осуществляется сваркой или пайкой полиэтиленовых труб, которые, в свою очередь, могут быть стыковыми или раструбными. Оба метода эффективны и надежны, позволяя получить монолитные прочные соединения.
Сварка полиэтиленовых труб встык
Для стыковой сварки полиэтиленовых труб необходимо специальное сварочное оборудование. Этот способ соединения эффективен только для пайки труб из полиэтилена высокой плотности. Его универсальность заключается в том, что он позволяет сохранять гибкость конструкции по всей ее длине.Этот способ можно использовать как при траншейном, так и при открытом способе прокладки труб.
Стыковая пайка труб ПНД выполняется в следующей последовательности:
- Установка концов свариваемых изделий в центратор сварочного оборудования.
- Центровка и плотная фиксация деталей.
- Очистка концевых частей от грязи, пыли, жира, других засоров и наслоений (проводится с помощью хлопчатобумажной ткани, смоченной в спирте).
- Обработка торцевых отломков торцовочным устройством (обрезка). Процесс ведется до появления однородных сколов, толщиной не более 0,5 миллиметра.
- Удаление деталей и проверка концов вручную на параллельность. Если обнаружен значительный зазор между поверхностями, проведите повторную обрезку до получения необходимого соответствия.
- Обогрев концов пустых трубок нагревательным элементом, поверхность которого покрыта антипригарным слоем.
- По достижении некоторого плавления заготовок снимаем нагревательный элемент и закрываем концы свариваемых труб. Контактное давление увеличивают до полного и прочного закрытия. Продукты следует выдержать некоторое время (обычно 5-10 минут) до полного затвердевания шва.
- Контроль качества сварной конструкции. Оценивается внешний вид приварных концов, их соответствие между собой и прочность пайки.
Помимо самого процесса сварки, важно уделять особое внимание предварительным работам, указанным в начальных пунктах. Их следует тщательно выполнять перед пайкой труб ПНД, так как от этого во многом зависит надежность и прочность получаемого стыка.
Обязательным условием высокой эффективности стыковой сварки является выполнение ее одним швом. Только в этом случае достигается максимальная прочность сварного соединения, иначе она может оказаться недостаточной.
Сварка труб ПНД в раструб
Муфтовый метод пайки полиэтиленовых труб осуществляется с помощью специального устройства — паяльника и набора специальных насадок необходимого диаметра. В процессе сварки используются фитинговые изделия: муфты, тройники или уголки. Концы соединяемых деталей приваривают к фитингам, которые служат соединительными элементами.
При наличии необходимого паяльного агрегата вы можете паять трубы ПНД своими руками.Работа эта не очень сложная и под силу любому домашнему мастеру.
Перед пайкой трубы ПНД своими руками следует проделать некоторые подготовительные работы, в частности:
- Отрежьте заготовки специальными ножницами до нужного размера. Разрезы должны быть строго перпендикулярны продольной оси заготовок.
- Очистите концы соединяемых продуктов.
- Закройте концы тех труб, которые в настоящее время не свариваются, заглушками, чтобы избежать загрязнения и охлаждения.
- Очистите нагретые поверхности паяльного узла от засоров и частиц, которые могли остаться от предыдущих работ.
- Нагрев сопел паяльника до необходимой температуры. Когда нагрев достигает требуемых значений, индикатор на корпусе устройства подает особый сигнал.
- Труба из ПНД полностью вставлена в муфту, а фитинг также полностью надвинут на оправку. Этот шаг может потребовать некоторых усилий.
- По мере того, как труба вставляется и фитинг надвигается на нее, избыток расплавленного материала выдавливается с поверхности продукта.В результате в области свариваемой кромки образуется своего рода кольцевой валик, называемый заусенцем.
- Соединяемые детали снимаются с патрубка, после чего труба вставляется в фитинг так, чтобы она плотно прилегала к кольцевому буртику. Читайте также: «».
- Ожидание остывания сварных труб, не подвергая их каким-либо внешним воздействиям.
В связи с тем, что определить точную глубину погружения трубы в процессе сварки сложно, ее следует измерить заранее и сделать соответствующую отметку на поверхности изделия.
Электромуфтовая сварка
Особым видом раструбных соединений полиэтиленовых труб является электросварка, позволяющая получать конструкции повышенной прочности. Для ее реализации необходимо использовать специальную электромуфту для ПНД, снабженную встроенными нагревательными элементами. Процесс сварки также осуществляется с использованием сварных фитингов из ПНД, снабженных нагревательными змеевиками. За счет нагрева и частичного плавления материала арматуры достигается соединение с полимерной трубой и формирование монолитной конструкции.
Элементы и детали, используемые в этом методе, довольно дороги, но преимуществами электросварки являются отсутствие заусенцев, снижающих проницаемость труб, и возможность сваривать детали в ограниченном пространстве, где невозможно установить большие размеры. масштабное сварочное оборудование.
Электромуфтовая сварка между полиэтиленовыми трубами выполняется в следующей последовательности:
- Трубы нарезаются на необходимую длину с помощью специальных режущих инструментов.
- Свариваемые детали и сама электрическая муфта очищены от пыли, грязи и жира.
- На трубах нанесены отметки для контроля глубины ввода в муфту.
- Концы труб, которые в данный момент не свариваются, заглушены, чтобы избежать нежелательного охлаждения.
- Электрическая муфта соединена со сварочным аппаратом с помощью проволоки.
- Процесс сварки запускается кнопкой пуска аппарата.
- По окончании процесса сварки аппарат отключается.
- Подождите не менее одного часа, пока сварное соединение не затвердеет и не будет полностью готово, после чего его можно будет использовать.
Важным условием получения качественного сварного соединения является сохранение неподвижности деталей в процессе пайки и последующего охлаждения. Одним из показателей качества сварного шва является толщина валика, которая должна составлять от одной трети до половины толщины самой трубы. Ролик должен перекрывать ранее нанесенную на трубе отметку.Смещение свариваемых участков труб относительно друг друга не должно превышать 10 процентов толщины их стенок.
Выбор способа пайки труб ПНД
Не каждый из перечисленных вариантов может подходить для соединения труб ПНД в определенных условиях. Различные методы имеют свои преимущества и недостатки, и наряду с этим существует ряд факторов, которые также определяют ответ на вопрос, как паять полиэтиленовые трубы в конкретной ситуации.
Муфтовый метод оптимален в тех случаях, когда необходимо производить пайку в труднодоступных для работы местах. Поскольку в такой ситуации затруднены осевые смещения изделий относительно друг друга, стыковая сварка становится невозможной, и единственным приемлемым методом является соединение муфт.
В самых труднодоступных местах, с сильно ограниченным пространством для работы, трубы ПНД спаивают электромуфтом. Еще одно существенное преимущество этого метода — его скорость, что тоже иногда важно.
Наконец, в случаях, когда одноразовое соединение труб необходимо для выполнения определенной краткосрочной работы, пайка вообще не требуется, и можно отказаться от временного разъемного соединения.
Многие люди решают сделать сантехнику дома самостоятельно.
Практика показывает, что лучше всего для этой цели подходят конструкции на основе ПВХ. А чтобы сделать все , потребуются навыки пайки .
Не волнуйтесь, если у вас минимальный опыт работы с паяльником или нет. Пайка труб ПВХ — процесс не так уж и сложен, и вам не нужно будет готовить для него большое количество специальных инструментов.
Материалы для работы
Чтобы качественно провести сварочные работы, нужно подготовить такой набор инструментов :
- маркер;
- строительный уровень;
- рулетка;
- сварочный аппарат для пластиковых труб;
- ножницы для резки ПВХ материалов.
Почти все вышеперечисленное можно найти дома или приобрести в магазине по умеренной цене, за исключением сварочного аппарата.Если у вас его нет, и он нужен только разовый, то вы можете взять его в аренду или попросить на время у друзей.
Паяльное устройство
Прежде чем разобраться, как правильно паять пластиковые трубы, нужно хорошо изучить, как работает паяльник для их резки, и по какому принципу он работает. Сварочный аппарат предназначен для соединения сантехнических конструкций из пластика и оснащен специальной подошвой с нагревательными элементами.
Для удобства работы такая подошва часто включает отверстия разного диаметра, куда крепятся специальные насадки для пайки труб.Благодаря термостату регулируются температурные показатели устройства. Такой термостат располагается на корпусе паяльника, а включение или выключение питания осуществляется с помощью дополнительных переключателей, снабженных световой индикацией. Нон также оснащен удобной ручкой и подставкой, чтобы устройство можно было разместить на ровной поверхности для стационарного использования.
Правила и способы пайки труб ПВХ
Пайка пластиковых или полипропиленовых водопроводных труб должна осуществляться строго в определенной последовательности.Выглядит это так:
Паять трубы надо с учетом многих показателей, мы приводим их ниже:
Итак, техника пайки следующая:
- Возьмите специальные ножницы для пластика и с помощью них отрежьте трубу до нужного размера;
- с помощью спиртового состава очистить стыки труб от жира и грязи;
- вставляем ответную муфту и трубопровод в насадку и прогреваем в течение времени, соответствующего параметрам материала;
- после прогрева детали соединяются между собой, трубопровод вставляется в розетку;
- по окончании работы проверить качество сварного шва.На стыках должны появиться пластиковые кольца.
№
Итак, выше мы уже разобрались, как правильно паять пластиковые водопроводные трубы с помощью паяльника. Но помните, что установленная система водоснабжения может работать долго и без проблем, рекомендуется соблюдать некоторые рекомендации.
В первую очередь во время работы обязательно нужно учитывать, что форсунки на приборе имеют тефлоновое покрытие, не допускающее образования нагара. После каждого использования прибора (после сварки) обязательно удаляйте остатки оплавления деревянным шпателем … Запрещается снимать их после остывания форсунок, так как это может деформировать покрытие, а также вызвать повреждение устройства.
Первичную сварку можно проводить только через пять минут после прогрева сварочного паяльника, а если речь идет о соединении армированных труб, то необходимо удалить бритвой два внешних слоя конструкции :
И только после этого элементы можно соединять по методу.
Все виды сварки следует проводить исключительно при положительной температуре окружающей среды.
И последнее — все работы должны выполняться уверенно, все элементы должны располагаться на одной оси. Если соединение выполнено некачественно, то потребуется срезать узел и снова сварить.
Особое внимание следует уделить установке таких фиксированных элементов, как:
- отводы;
- штуцер;
- клапаны;
- тройники;
- переходники.
Качество сварных соединений может быть плохим при несоблюдении элементарных правил безопасности при работе со сварочным оборудованием.Примите во внимание все вышеперечисленные правила и рекомендации, чтобы ваша водопроводная сеть была смонтирована качественно и быстро, а потом прослужила долгие годы.
Если вы приняли решение самостоятельно сделать водопровод для своего дома, то знайте, что лучшим материалом для этого будут пластиковые трубы. Чтобы соединить трубы в единую систему, нужно представить, как сваривается пластик. Однако пусть вас это не пугает, так как сам процесс пайки пластиковых труб не представляет особой сложности и не требует большого количества специальных инструментов.
Для производства сварки вам потребуется:
- рулетка,
- маркер,
- строительный этаж,
- ножницы для резки пластиковых труб,
- Сварочный аппарат для пластиковых труб.
Практически у каждого ремесленника есть все инструменты, кроме последнего. Последний может понадобиться вам только один раз в жизни, поэтому гораздо целесообразнее не покупать его, а взять в долг или арендовать.
Кратко о сварочном аппарате
Перед тем, как приступить к пайке, следует кратко ознакомиться с устройством, которое вы собираетесь использовать.
Важным элементом сварочного аппарата является подошва, которая оснащена ТЭНами. Удобство работы обеспечивается тем, что на подошве есть отверстия, позволяющие закрепить специальные насадки для пайки. Контроль температуры осуществляется с помощью термостата, расположенного на корпусе.
Процесс пайки труб
Перед пайкой прибор необходимо установить в нужное положение и закрепить на нем насадки подходящего размера. С помощью термостата установите необходимую температуру:
- 260 ° С для полипропиленовых труб,
- 220 ° C для полиэтиленовых труб.
Дайте прибору прогреться 10-20 минут, пока индикатор не погаснет.
При пайке необходимо исходить из следующих данных:
Процесс пайки сводится к следующим операциям:
- С помощью специальных ножниц отрежьте трубу до необходимой длины, с помощью спиртового раствора удалите грязь и жир с стыков,
- Установите трубу и ответную муфту в патрубок и прогрейте в течение времени, указанного в таблице,
- Соедините нагревательные элементы друг с другом, вставив трубу в розетку.Эта операция должна быть выполнена в течение времени, указанного в таблице как технологическая пауза,
- После завершения операции проверьте качество полученного сварного соединения, которое будет заметно в виде пластиковых колец.
Мы только что изложили суть процесса пайки. Однако для обеспечения надежного функционирования трубопровода следует обратить внимание на следующие детали:
- Первую сварку следует провести через пять минут после прогрева паяльника.
- Если вам нужно сварить армированные трубы, вы должны использовать специальный инструмент, называемый бритвой, для удаления алюминия и полипропилена с трубы, которые образуют два верхних слоя. После этого трубы соединяются по уже описанному методу.
- Сварочные работы следует проводить только при температуре окружающей среды выше нуля.
- После сварки дайте подсоединенным трубам остыть, не позволяя им перекручиваться или сдвигаться друг с другом. В том случае, если соединительный шов некачественный, узел необходимо разрезать и процесс сварки повторить.
При работе со сварочным аппаратом необходимо соблюдать определенные меры предосторожности, несоблюдение которых может повлиять на качество сварных соединений. В частности, следует помнить, что наконечники имеют тефлоновое покрытие для предотвращения накопления нагара. По окончании каждой операции расплавленные остатки необходимо удалять с них деревянной лопаткой. Категорически запрещается удалять остатки материала после охлаждения насадок, так как это может повредить покрытие и вызвать неисправность всего устройства.
Как правильно паять пластиковые трубы своими руками — подробная инструкция
Эта пошаговая инструкция по самопайке пластиковых труб поможет вам собрать водопровод для дома своими руками, без привлечения специалистов. Подробное описание работы, видео.
Производители материалов для прокладки инженерных сетей предлагают широкий спектр современных решений, пришедших на смену традиционным. В частности, это касается труб для установки в доме или квартире водопровода, ответвления горячего водоснабжения, радиатора и системы теплого пола.Для прокладки или ремонта местного трубопровода из полимерных труб (поливинилхлорид, полипропилен) потребуется специальный инструмент и определенные навыки работы с ним. Пайка пластиковых труб — дело несложное, но важно разбираться в технологии и учитывать ряд моментов, чтобы получить надежный и долговечный результат.
Паяльник для пластиковых труб
Машина для пайки труб
В быту применяется специальный аппарат, предназначенный для соединения полимерной трубы с соответствующим фитингом или муфтой.Максимально допустимый диаметр трубы, с которой может справиться домашний умелец, — 63 мм. Трубы большого диаметра преимущественно свариваются встык на профессиональном оборудовании.
Паяльный инструмент для домашнего использования — это агрегат, оснащенный подставкой, рабочая часть которой нагревается до заданной температуры. Нагревательный элемент (подошва) снабжен отверстиями для установки насадок различного диаметра (от 16 до 32 мм).
Паяльная машина для пластиковых труб
Аппараты различаются по конструкции:
Принципиальной разницы, какой использовать для пайки пластиковых труб своими руками, нет.В любом случае строгое соблюдение инструкции поможет получить желаемый результат.
Секреты качественной пайки
Пайку труб следует проводить в помещении с положительной температурой, при этом чем холоднее воздух, тем больше времени потребуется для прогрева пластиковых или металлопластиковых деталей для плотного и прочного соединения.
Секреты качественной пайки
Во избежание типичных ошибок при прокладке труб для отопления или водоснабжения обратите внимание на следующие рекомендации:
Меры безопасности
Важно не только уметь паять пластиковые трубы, но и соблюдать меры предосторожности при работе с электроинструментом, чтобы не получить ожоги или травмы.
Важно использовать защитные перчатки
- При работе всегда используйте защитные перчатки.
- Обратите внимание на чистоту пола, запыленность помещения. Грязь, попавшая в расплавленный пластик, ухудшает качество сварного шва и делает соединение неэстетичным.
- Паяльный узел должен располагаться на горизонтальной ровной поверхности.
- В течение всего рабочего процесса агрегат не обесточивается.
- Приступать к сварке элементов можно только после полного прогрева паяльника.В современных моделях неработающий индикатор информирует о переходе в рабочий режим. Используя старый прибор, подождите около 20 минут с момента его включения.
Рассмотрим подробно, как правильно паять пластиковые трубы в домашних условиях. На предварительном этапе требуется подготовить все необходимые инструменты:
- рулетка и маркер,
- файл или файл,
- мелкозернистая наждачная бумага,
- труборез,
- острый монтажный нож,
- для сварки пластмасс.
Паяльник
Также вам понадобятся ветошь и спирт (или другое обезжиривающее средство) для обработки паяемых поверхностей.
Подготовка элементов
Трубы нарезаются на необходимую длину с помощью специального трубореза или острого монтажного ножа. Следите за тем, чтобы разрез был строго перпендикулярным, иначе сделать плотное соединение не удастся.
Далее нужно обработать край трубы. Желательно использовать специальный инструмент — бритву, но при ее отсутствии достаточно использовать монтажный нож (применяется для удаления заусенцев), после чего край обычной трубы из пропилена или армированного стекловолокном необходимо обработать до гладкости. с помощью пилки, мелкозернистой кожи.
Важно! Для труб из ПВХ, армированного алюминием, рекомендуется удалить верхний слой полимера и фольги по краям, чтобы улучшить качество соединения.
Убедившись, что гладкость обработанной кромки практически не уступает внутренней части купленного в магазине фитинга, можно приступать к пайке элементов, предварительно обезжирив соединяемые поверхности спиртом.
Паяльная техника
Рассмотрим, как пользоваться паяльником и какой температурный режим нужно выбрать для разных типов пластиковых труб.Монтаж полимерного трубопровода своими руками выполняется в несколько этапов:
- Паяльный узел надежно закреплен на платформе и установлен на рабочей части сопла подходящего диаметра.
- Электропаяльник включается после установки необходимой температуры. Для пайки полипропиленовых деталей между собой рабочую часть нужно нагреть до 260 ° С, при сварке изделий из ПВХ требуется нагрев до 220 ° С.
- После прогрева прибора на патрубки надевают фитинг и подготовленный край трубы и детали нагревают несколько секунд (точное время нагрева указано в таблице ниже, оно зависит от диаметра патрубка). элементы).
- Выждав необходимое время, детали аккуратно соедините вместе и дайте им полностью остыть. Таким же образом крепятся все остальные элементы трубопровода.
Глубина сварки трубы соответствует параметрам внутренней части фитинга — сопла паяльника нагревают элементы на одинаковую глубину, чтобы обеспечить максимальный контакт между поверхностями для лучшего сцепления.
Технология пайки
Способ соединения полимерных труб с помощью температурной сварки достаточно прост, если вы владеете навыком точного соединения нагретых элементов, умеете паять детали.После того, как труба вставлена в фитинг, она не перемещается и не вращается, так что нагретый полимер может образовывать монолит. Если место стыка сдвинуть до тех пор, пока материал не затвердеет, полимер будет собираться в складки, и в стыке будет сброшено давление.
Проверка качества связи
Проверка герметичности стыков начинается после того, как все стыки смонтированы и успели остыть. Для этого в готовую систему заливают воду и осматривают трубопровод на предмет утечек.Перед заливкой воды дайте установленной системе постоять не менее часа при нормальной комнатной температуре, а если воздух в помещении прохладнее, то пауза перед проверкой должна длиться не менее 2–3 часов.
При обнаружении незакрепленных стыков необходимо слить воду из системы, смонтировать участок трубопровода, установив новую арматуру и взяв кусок трубы соответствующей длины. Попытка хоть как-то заделать негерметичное соединение или припаять электрическим паяльником заранее обречена на провал.Монтаж полимерного трубопровода требует строгого соблюдения технологии.
Пример хорошего соединения
По окончании ремонтных работ еще раз проверьте герметичность системы, налив в нее воду. Если речь идет о системе отопления, то трубопровод выдержит это испытание только после нагрева теплоносителя в котле, при повышенных температурах и давлениях.
Заключение
Инструкция по пайке пластиковых труб позволяет разобраться в технологии процесса.Если есть необходимость в разовых работах, покупать электрический паяльник для труб экономически невыгодно, проще арендовать инструмент у компании, предоставляющей такие услуги.
Планируя впервые провести самостоятельную работу, материал желательно покупать с небольшой наценкой. Зная только теоретически, как паять трубы, перед тем, как приступить к работе в доме, нужно потренироваться. Если опыт оказался неудачным, доверьте установку или ремонт трубопроводов в доме профессионалам.
Как правильно паять пластиковые трубы паяльником
Как самостоятельно паять пластиковые (пвх) трубы паяльником, чтобы соединение было надежным. Узнайте методы и секреты пайки пластиковых труб для отопления у опытных мастеров.
— оптимальная альтернатива металлическим аналогам в сфере водоснабжения, канализации и отопления. Особенность трубопроводов из них в том, что при их монтаже сварка в традиционном понимании, то есть с помощью сварочного аппарата, не используется.Соединение осуществляется с помощью специального паяльника, клея, муфт или фланцев. Исключение составляют обсадные изделия с резьбой.
Пайка труб ПВХ осуществляется горячей или холодной
Преимущества и недостатки труб ПВХ
Эти изделия производятся из непластифицированного поливинилхлорида в виде одно- или трехслойных трубчатых изделий. Их доставка осуществляется стандартной длины 600, 300, 200, 100 и 50 см. К основным преимуществам труб ПВХ можно отнести:
- долгий срок службы,
- устойчивость к коррозии и агрессивным средам,
- хорошая пропускная способность,
- антистатический и взрывозащищенный,
- легкий вес,
- возможность сделать самому,
- относительно невысокая стоимость и др.
Наряду с перечисленными выше достоинствами данная продукция имеет ряд недостатков. Основная из них — ограниченный диапазон рабочих температур. Поливинилхлоридные трубы способны длительно переносить рабочую среду при значении этого параметра всего + 45˚С, а кратковременную + 65˚С. Этот пластик становится хрупким при низких температурах. Кроме того, хотя поливинилхлорид не поддерживает горение, нагрев этого материала выше + 120 ° C вызывает его разложение, сопровождающееся выделением удушающего и токсичного хлористого водорода.Сочетание вышеперечисленных факторов делает невозможным использование труб ПВХ для устройства систем промышленной канализации.
Свойства труб ПВХ существенно ограничивают область их применения.
Способы пайки труб ПВХ и необходимое оборудование
Пайка труб ПВХ осуществляется несколькими способами. Выбор конкретной технологии зависит от типа трубопровода — гравитационного или напорного. В многоэтажных жилых домах и загородных коттеджах наряду с напорными водопроводами создаются системы канализации, в основном первого типа.Сварка их компонентов производится двумя способами:
- пайка специальным паяльником,
- «холодная сварка». Простота — главное преимущество этого метода. Чтобы спаять элементы пластикового трубопровода своими руками, достаточно использовать специальный агрессивный клей, способный растворять твердый пластик.
Полезный совет! Даже зная, как свариваются трубы из ПВХ, соблюдайте меры предосторожности. Работать необходимо в защитных очках и перчатках.
Вышеупомянутый специальный паяльник снабжен нагревательным элементом, в котором закреплены гильзы необходимого диаметра. Утюг работает (так на профессиональном сленге называется данное устройство) от промышленной сети переменного напряжения.
Для горячей пайки труб из ПВХ применяется нагревательный прибор с насадками, соответствующими диаметру труб.
На сегодняшний день в торговой сети представлено множество моделей оборудования, с помощью которого можно сделать пайку труб ПВХ своими руками.При выборе обратите внимание на наличие терморегулятора и на то, чтобы язык, на котором написана инструкция, был вам понятен. Тогда вы сможете паять с соблюдением всех требований технологии, и соединение будет максимально надежным.
Перед покупкой девайса также нелишним будет обратить внимание на:
- страна происхождения. Это определяет стоимость и качество устройства,
- Материал изготовления прибора и уровень сборки,
- наличие и комплект насадок.В комплект обычно входит пара таких аксессуаров на несколько диаметров,
- мощность. Для пайки труб ПВХ диаметром 16 … 63 мм будет достаточно мощности 680 Вт. При диаметре 63 … 75 мм можно купить аппарат мощностью 850 Вт. Если диаметр превышает 125 мм, остановите свой выбор на более мощном устройстве — от 1200 Вт. По мнению специалистов, оптимальная мощность паяльника — 1,5 кВт. Купив прибор с таким значением данной характеристики, вы точно не прогадаете, если планируете паять трубы своими руками в домашних условиях.
Как паять трубы ПВХ
Данная процедура проводится по единой схеме и не зависит от мощности используемого паяльника.
Можно отрезать трубы до нужной длины с помощью ножовки, но тогда потребуется более тщательная очистка пропила
Последовательность действий следующая:
- Подготовить стыки. Чтобы обеспечить идеальное прилегание стыкуемых изделий, обрежьте концы труб специальным резаком для труб.
- Наденьте на наконечник паяльника насадку, которая пропускает тепло к стыку.
- Подключите паяльник к электросети 220 вольт и подождите, пока он нагреет сопло.
- Наденьте соединительную втулку на один из концов нагретого сопла, а на другой вставьте трубу.
- После прогрева внешней поверхности трубы и внутренней поверхности муфты снимите эти элементы с патрубка.
- Вдавите трубу в муфту, вставив одну деталь в другую.Охладившись и затвердев, ПВХ восстановит свои свойства и в результате образуется единая корка, изолирующая стык.
- Дождавшись окончательной стабилизации шва, повторить эту процедуру на свободном конце муфты со следующим элементом трубопровода.
Полезный совет! Перед началом пайки убедитесь, что разрез прямой. Для этого сделайте несколько контрольных пропилов, в обязательном порядке соблюдая угол в 90 градусов. Удалите заусенцы наждачной бумагой.
Для холодного способа пайки труб применяется клеевой состав
Теперь несколько слов о том, как паять трубы ПВХ своими руками методом холодной сварки. Предварительно нанесите на их поверхность и на поверхность фурнитуры метки, с помощью которых при установке вы сможете правильно расположить эти детали в пространстве с учетом горизонтального угла и особенностей разводки. Затем нанесите клей на концы соединяемых элементов, быстро соедините и прижмите их.Закрепите трубы в желаемом положении на 15 секунд. Воду к ним можно подавать не ранее, чем через час после окончания работ.
Основным преимуществом холодной сварки является возможность установки трубопровода в труднодоступных местах. А соблюдая простые рекомендации и правила, вы исключите возможность протечек. По некоторым данным, срок службы такого подключения достигает 50 лет!
Пайка — надежный способ соединения труб ПВХ
Пайка труб ПВХ.Преимущества и недостатки труб ПВХ. Способы пайки труб ПВХ и необходимое оборудование. Как паять трубы ПВХ. Пайка специальным паяльником. Холодная сварка.
Многие люди решают сделать сантехнику дома самостоятельно.
Практика показывает, что лучше всего для этой цели подходят конструкции на основе ПВХ. А чтобы сделать все , потребуются навыки пайки .
Не волнуйтесь, если у вас минимальный опыт работы с паяльником или нет. Пайка труб ПВХ — процесс не так уж и сложен, и вам не нужно будет готовить для него большое количество специальных инструментов.
Материалы для работы
Чтобы качественно провести сварочные работы, нужно подготовить такой набор инструментов :
- маркер,
- строительный уровень,
- рулетка,
- сварочный аппарат для пластиковых труб,
- ножницы для резки ПВХ материалов.
Почти все вышеперечисленное можно найти дома или приобрести в магазине по умеренной цене, за исключением сварочного аппарата.Если у вас его нет, и он нужен только разовый, то вы можете взять его в аренду или попросить на время у друзей.
Паяльное устройство
Прежде чем разобраться, как правильно паять пластиковые трубы, нужно хорошо изучить, как работает паяльник для их резки, и по какому принципу он работает. Сварочный аппарат предназначен для соединения сантехнических конструкций из пластика и оснащен специальной подошвой с нагревательными элементами.
Для удобства работы такая подошва часто включает отверстия разного диаметра, куда крепятся специальные насадки для пайки труб.Благодаря термостату регулируются температурные показатели устройства. Такой термостат располагается на корпусе паяльника, а включение или выключение питания осуществляется с помощью дополнительных переключателей, снабженных световой индикацией. Нон также оснащен удобной ручкой и подставкой, чтобы устройство можно было разместить на ровной поверхности для стационарного использования.
Правила и способы пайки труб ПВХ
Пайка пластиковых или полипропиленовых водопроводных труб должна осуществляться строго в определенной последовательности.Выглядит это так:
- установите паяльник в нужное положение,
- закрепите насадки в отверстиях в соответствии с их размерами, а затем подключите прибор к сети,
- если есть необходимость локального использования устройства в месте прокладки трубопровода, то в крайнем положении его подошвы необходимо поставить ту насадку, диаметр которой близок к диаметру труб,
- установите температуру нагрева с помощью термостата на приборе.Смотря какие материалы будут соединяться. Если трубы полипропиленовые, то примерно 260 градусов , а если полиэтиленовые то 220 градусов соответственно
- то рекомендуется прогреть паяльный аппарат в течение 10-20 минут, в зависимости от внешних условий, до тех пор, пока на нем не погаснет индикатор.
Паять трубы надо с учетом многих показателей, мы приводим их ниже:
- Если диаметр трубы 20 мм, то ширина приварной ленты должна быть около 15 мм, детали должны быть нагреты в течение 6 секунд, а соединены в течение 4 секунд.Время охлаждения в данном случае 2 секунды,
- если трубы имеют диаметр 25 мм, то сварная лента должна иметь ширину не менее 15 мм и не более 18 мм соответственно. Нагрев деталей длится 7 секунд , подключение — 4 секунды, а охлаждение — 2 секунды соответственно
- диаметром 32 мм, ширина ремня будет около 20 мм, нагрев должен длиться 8 секунд, подключение 6 секунд, время охлаждения 4 секунды,
- показатели существенно различаются при использовании труб диаметром 63 мм.Свариваемая лента имеет ширину около 25 мм, детали нагреваются за 24 секунды, , время соединения деталей — 8 секунд, , а их охлаждение — 6 секунд.
Итак, техника пайки следующая:
- возьмите специальные ножницы для пластика и с помощью них отрежьте трубу до нужного размера,
- с помощью спиртового состава очистить стыки труб от жира и грязи,
- вставляем стыковочный патрубок и трубопровод в патрубок и прогреваем на время, соответствующее параметрам материала,
- после прогрева детали соединяются между собой, трубопровод вставляется в розетку,
- по окончании работы проверить качество сварного шва.На стыках должны появиться пластиковые кольца.
Итак, выше мы уже разобрались, как правильно паять пластиковые водопроводные трубы с помощью паяльника. Но помните, что установленная система водоснабжения может работать долго и без проблем, рекомендуется соблюдать некоторые рекомендации.
В первую очередь во время работы обязательно нужно учитывать, что форсунки на приборе имеют тефлоновое покрытие, не допускающее образования нагара. После каждого использования прибора (после сварки) обязательно удаляйте остатки оплавления деревянным шпателем … Запрещается снимать их после остывания форсунок, так как это может деформировать покрытие, а также вызвать повреждение устройства.
Первичную сварку можно проводить только через пять минут после прогрева сварочного паяльника, а если речь идет о соединении армированных труб, то необходимо удалить бритвой два внешних слоя конструкции :
И только после этого элементы можно соединять по методу.
Все виды сварки следует проводить исключительно при положительной температуре окружающей среды.
И последнее — все работы должны выполняться уверенно, все элементы должны располагаться на одной оси. Если соединение выполнено некачественно, то потребуется срезать узел и снова сварить.
Особое внимание следует уделить установке таких фиксированных элементов, как:
Качество сварных соединений может быть плохим при несоблюдении элементарных правил безопасности при работе со сварочным оборудованием. Примите во внимание все вышеперечисленные правила и рекомендации, чтобы ваша водопроводная сеть была смонтирована качественно и быстро, а потом прослужила долгие годы.
Как правильно паять пластиковые трубы для водопровода
Особенности подключения труб для водоснабжения на основе пластика и полипропилена. Какие правила качественной пайки, полезные советы и хитрости.
Руководство по сварке пластмассовых обтекателей мотоциклов
Когда я купил свой Ninja 650 для ремонта, я купил его, зная, что с двигателем все в порядке, но потребовался косметический ремонт органов управления, обтекателя и сиденья. Чтобы отремонтировать обтекатели, пришлось научиться сваривать пластик мотоциклетных обтекателей.
Моя цель состояла в том, чтобы довести мотоцикл до состояния, в котором он не вызывает неудобств, и чтобы я мог вывести его на гоночную трассу. На трассе, возможно, я сломаю ее и мне снова придется ремонтировать обтекатели.
Итак, если вы когда-нибудь роняли и треснули обтекатель, вам нужно знать, как сваривать пластик и перекрашивать обтекатель!
После просмотра нескольких видеороликов и руководств на YouTube я понял общий процесс ремонта обтекателей и хотел передать его здесь для потомков.Надеюсь, это будет полезно.
Вам также может понравиться мое руководство по ремонту и замене обивки мотоциклетного сиденья путем повторного покрытия его винилом.
Ну, я. Поэтому я и создал этот сайт — как отдушину. Я люблю учиться и делиться тем, что другим может быть полезно. Если вам нравится то, что вы здесь читаете, и вы такая же одержимая фракция, как и я, возможно, вы захотите узнать, когда я опубликую больше. (Проверьте последнюю версию, чтобы получить представление о том, что вы увидите.)
Что вам нужно для ремонта обтекателей мотоциклов
Это то, что вам нужно.Не дешево!
- Орбитальная шлифовальная машина — не шлифуйте вручную! Это займет целую вечность, и ваши руки будут БОЛЬШЕ, и вы, вероятно, сделаете ужасную работу. Это дешево. Купите пачку шлифовальных дисков от 80 до (или более)
- Краска — Для большой панели вам понадобится половина банки грунтовки, одна банка цвета и половина банки прозрачного покрытия. Это примерно 5 долларов за банку.
- Паяльник , базовый, 30-60Вт. Около 20 долларов.
- Маска для частиц — выберите маску, которая максимально эффективно фильтрует частицы и пары.
- Пластиковые застежки-молнии , возможно, черные, но прозрачные, если у вас легкие обтекатели.
Общий процесс сварки пластиковых обтекателей мотоциклов
Вот шаги по ремонту обтекателей. Это не «идеальный» способ, но он выполняет свою работу.
- Снимите обтекатель с мотоцикла. Обычно это можно сделать с помощью отвертки и плоскогубцев для нескольких зажимов.
- Очистите обтекатель водой и губкой.
- Используйте паяльник и кабельные стяжки (из пластика), чтобы припаять пластиковую заглушку, убедившись, что пластик сплавляется должным образом.Вам нужны кабельные стяжки, потому что вам нужен дополнительный пластик.
- Используйте шпатлевку-наполнитель корпуса (общего вида), чтобы заполнить зазоры вокруг паяльных работ.
- Отшлифуйте всю панель. Зашлифуйте самые грубые части крупной, а затем постепенно мелкой наждачной бумагой, заканчивая примерно на
Пайка обтекателей
Когда вы паяете обтекатели, это обычно довольно уродливая работа, которую вы позже исправите с помощью наждачной бумаги.
Это была моя отправная точка:
Большое отверстие в пластиковом обтекателе Ninja 650
Это отверстие было размером с мою ладонь.Помимо того, что он был большим, он не мог держаться вместе. Думаю, предыдущий хозяин безуспешно пытался приклеить его на место.
Общий принцип я узнал из YouTube-канала «Гараж Дельбоя», который продемонстрировал его на пластиковой коробке.
Я не принял предложение и практику Делбоя, потому что у меня уже есть многолетний опыт использования паяльника (для электроники). Кроме того, мой мотоцикл был настолько дешевым мотоциклом, что меня это не особо беспокоило.
Но я бы посоветовал, если вы незнакомы — или если это ваша драгоценная Panigale — сначала потренируйтесь! (Кроме того, не делайте этого на своем Panigale! О чем вы думаете?)
Вот основные моменты сварки пластика.
- Плотно скрепите пластик. Мне приходилось использовать руку (иногда колено), чтобы удерживать пластик на месте, а затем плавить его в разных точках.
- Будьте осторожны с застежками-молниями / кабельными стяжками. Лучше переплавить там слишком много пластика, чем мало.
- Позвольте быть некрасивым. Сила намного важнее эстетики. Прочность не является структурной (то есть вы не разобьетесь, если она откроется), но вы отмените часы работы!
Перекраска обтекателей после ремонта
После того, как вы снова спаяете обтекатели, вам нужно перекрасить их.
В основном есть четыре уровня перекраски
- Подкрашивающая краска — всегда будет выглядеть очевидной, но все будет хорошо, если вам будет наплевать
- Перекрасить панель с помощью гремучих банок — будет хорошо на большинстве мотоциклов стоимостью менее 3000 долларов
- Перекрасьте щеткой из конского волоса — видимо, будет отлично смотреться (лучше, чем тряпки), но я не пробовал!
- Перекрасить с помощью компрессора, малярного пистолета и т. Д. — сделай это, если хочешь, и у тебя есть снаряжение!
Чего НЕ делать (что я пробовал)
- Не пытайтесь просто повторно распылить часть панели обтекателя. Очень трудно избежать выхода из очереди. Вы должны либо повторно распылить все это, либо ничего.
- Не шлифуйте панель рукой. Используйте дисковую шлифовальную машинку! Шлифовка рукой занимает часы, это беспорядок, и это никогда не будет отличной работой. К тому времени, как вы закончите, вы потратите так много времени, что оно не стоит вашего времени.
Что и сделал — покрасил панель при помощи тряпок-погремушек.
Для этого вам понадобится
- Наждачная бумага марки до 2000, плюс шлифовальная машинка
- Шпатлевка
- Большая открытая площадка, на открытом ветру
- Три баллончика — грунтовка, краска и лак.
Панель обтекателя мотоцикла, частично отшлифованная
Процесс
- Отшлифуйте весь пластик, который вы добавили при сварке пластика. Получите это примерно гладко.Для этого можно использовать грубую наждачную бумагу.
- Добавьте шпатлевку-шпатлевку в отверстия (это розовый цвет на фото выше).
- Зашлифуйте снова, на этот раз отшлифуйте весь обтекатель . Сделайте это грубым. Краску снимать не нужно, но следует хотя бы удалить слой лака и частично удалить цвет.
- Отшлифуйте до зернистости 2000. Он должен быть гладким. Краска не заполняет царапины.
- Нанесите грунтовку, затем цвет, а затем лак.
Мне показалось, что лучше всего держать обтекатель на возвышении, например, на веревке.
Способ нанесения 1 слоя краски
- Равномерно распылить по поверхности один раз . Не густо и не до конца — вы собираетесь продолжить рисование через секунду
- Подождите 30 секунд
- Сделайте то же самое дважды,
- Подождите час
Это один слой — три «спрея».
Для грунтовки нанести 2 слоя. На большой обтекатель уйдет около половины баллона.
Для цвета нанесите 3-4 слоя. Затем нанесите 2 слоя прозрачного лака.
После этого ваш обтекатель должен быть красивым и блестящим:
Отремонтированный обтекатель Ninja 650 с новым слоем краски
Моя работа НЕ хороша. Это был мой первый раз.
Что я узнал о том, что в следующий раз буду ремонтировать обтекатель мотоцикла
Вот что я буду делать в следующий раз (и что вам следует делать)
- Используйте дисковую шлифовальную машинку!
- Отшлифуйте весь обтекатель.
- Используйте обычную краску и тонкую кисть из конского волоса — я очень хочу попробовать это, чтобы увидеть, насколько хорошо это работает!
Сварка пластмасс — палочка, литье под давлением, экструзия, плавление, вращение, ультразвуковая
Шесть основных методов сварки пластмасс, которые распространены в сегодняшней производственной среде: сварка палкой, сварка под давлением, экструзионная сварка, сварка плавлением, вращательная сварка и Ультразвуковая сварка.У каждого из этих методов есть своя рыночная ниша, основанная на особенностях каждого типа сварки.
Сварка палкой сегодня очень распространена в магазинах и требует только ручного сварочного аппарата горячим воздухом и сварочного стержня или стержня из того же материала. По мере того, как горячий воздух нагревает поверхность 2 соединяемых частей, оператор позволяет также нагреть конец стержня, а затем медленно направляет наконечник сварочного аппарата и пластиковый сварочный стержень по шву и прижимает сварочный стержень. вниз в горячий шов, чтобы завершить сварку.Сварка палкой может быть немного медленной, но может дать одни из самых красивых сварных швов для деталей, внешний вид которых является проблемой.
Сварка под давлением
и сварка экструзией очень похожи в том, что они предварительно нагревают сварочный стержень или пластиковые гранулы, а затем проталкивают расплавленный пластик в шов или вдоль него, чтобы создать соединение. Эти методы обычно используются для материалов большего размера и толщины, где требуется большая прочность сварных швов, таких как глубокие резервуары, водные и химические лотки, а также футеровки кузовов коммерческих грузовиков.Эти сварные швы не так красивы, как сварные швы, но очень прочные.
Сварка плавлением — это метод соединения, при котором края обеих соединяемых деталей нагреваются одновременно с помощью термоэлемента с тефлоновым покрытием. Когда детали готовы, стержень втягивается, и две части прижимаются друг к другу, пока они не остынут. Сварка плавлением является быстрой и эффективной для длинных прямых сварных швов, но из-за того, что необходимое оборудование очень дорого, многие магазины не могут предложить сварку плавлением.
Процесс центробежной сварки включает создание тепла от трения в шве двух частей, которые необходимо соединить, буквально вращая одну или обе части, когда они соприкасаются.Когда части станут мягкими, их прижимают друг к другу, пока они не остынут для прочного соединения. Спиновая сварка обычно используется для небольших деталей, отлитых под давлением. В то время как простая ручная дрель может использоваться для изготовления центробежных сварных швов для любителей или прототипов, обычно создается специальный инструмент, позволяющий центробежному сварочному аппарату захватывать две части и прикладывать необходимое количество силы в тот момент, когда пластик нагревается и достаточно мягкий, чтобы склеить.
Последний упомянутый метод сварки пластмасс — ультразвуковая сварка.Ультразвуковая сварка использует высокочастотные звуковые волны для вибрации двух частей, пока они не соединятся. Шов обычно производится за одну-пять секунд. Благодаря быстрому циклу сварки Sonic Welding может быть достаточно эффективным и экономичным для производства в больших количествах. Ультразвуковые сварочные аппараты дороги, и обычно для каждой отдельной детали требуется специальный рог, поэтому, если не будет большого количества одинаковых деталей, это может быть дорого. Ультразвуковые сварные швы могут быть почти невидимыми на одних деталях или очень заметными на других, например, при сварке типичного U.S. Почтовая служба пластиковая почтовая корзина.
.