Содержание
Чем паять медь и латунь, чтобы получить надежное соединение
В данном обзоре автор решил провести тест некоторых припоев для меди и латуни, чтобы определить, какой из них лучше справляется со своей задачей.
Для пайки автор рекомендует использовать газовый баллончик MAPP (с МАПП газом), который дает большую температуру и узко направленное пламя, по сравнению с пропановыми баллончиками.
Но если возможности приобрести газовый баллончик MAPP нет, то, конечно, можно воспользоваться и пропановым.
Рекомендуем также прочитать обзорную статью на тему пайки алюминия в домашних условиях. Данная информация очень пригодится новичкам.
Для теста автор использует пять видов припоя: самый бюджетный — медно-фосфорный с содержанием меди 93%. Остальные — более дорогие, потому что в их составе дополнительно присутствует серебро в разном процентном содержании: 2%, 5%, 15% и 30%.
Немного теории
Медно-фосфорный припой применяется для пайки меди, а также ее сплавов, таких как бронза и латунь.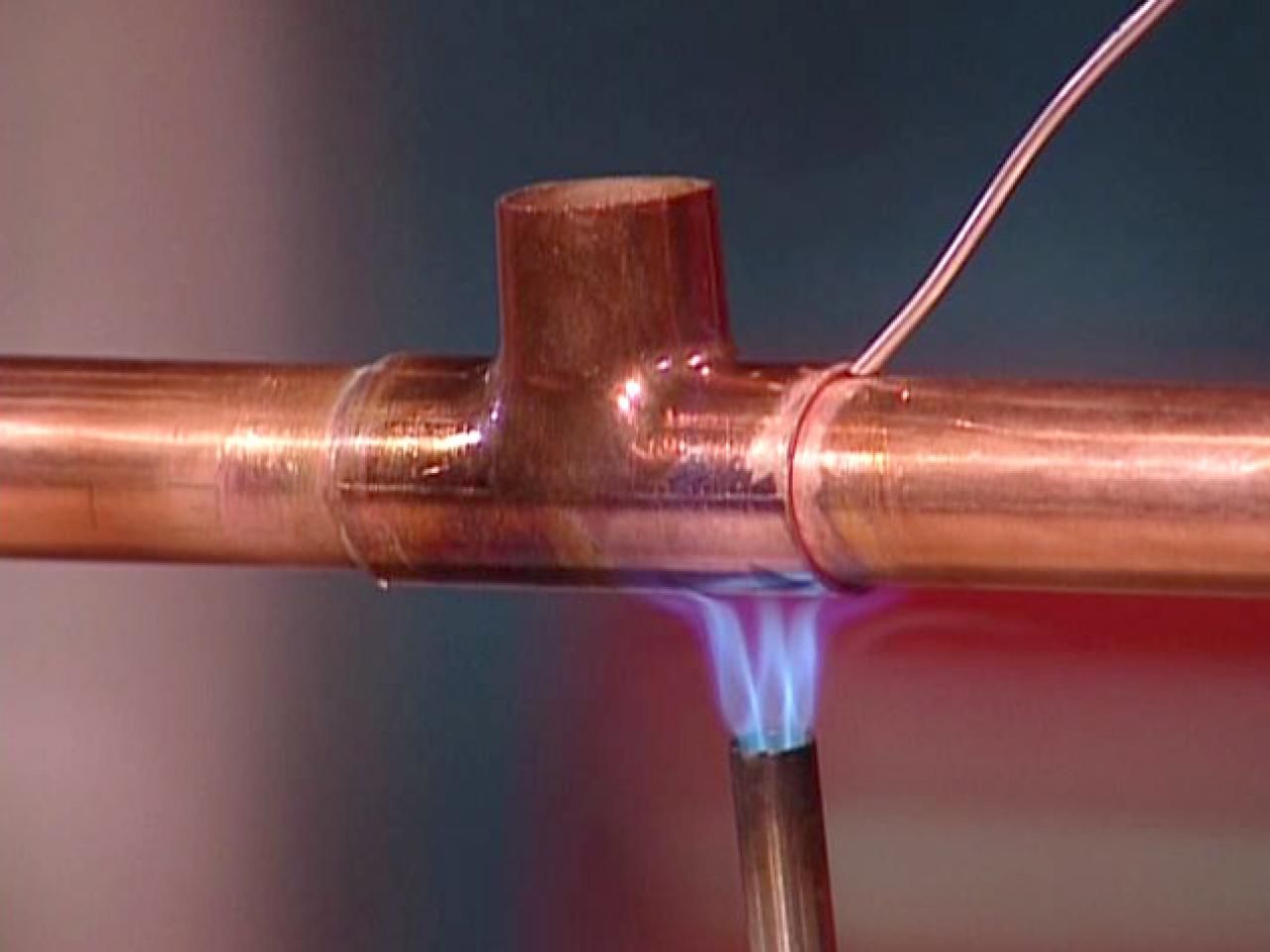
Обратите внимание, что при пайке меди с медью при помощи медно-фосфорного припоя не применяется никакой дополнительный флюс.
Различное содержание серебра в припое влияет на пластичность соединения. Чем больше будет серебра, тем сам шов будет более пластичный, тем больше он подвержен различным деформациям и нагрузкам.
При пайке деталей из латуни медно-фосфорным припоем нужно обязательно использовать дополнительный флюс.
Особенности пайки меди
При пайке медных трубок можно применять как обычный медно-фосфорный припой, так и с содержанием серебра. Результат примерно одинаков, качество шва получается хорошим.
Перед началом пайки поверхность меди нужно будет хорошо прогреть газовой горелкой, и только потом прикладывать припой. В противном случае качество шва может получиться неудовлетворительным.
Некоторые отличия между двумя этими припоями можно заметить непосредственно в процессе пайки. Например, обычный медно-фосфорный припой лучше растекается, а припой с серебром уже не такой текучий.
Особенности пайки латуни
Для пайки латуни медно-фосфорным припоем (с серебром и без него) нужно использовать специальный флюс. Перед использованием его нужно тщательно перемешать. Наносим на поверхность с помощью кисточки.
Как и в случае с медью, поверхность латуни предварительно необходимо хорошо прогреть газовой горелкой, и только затем можно приступать к самой пайке.
В принципе, все пять видов припоя отлично справляются со своей задачей — шов получается качественным. Правда, есть один нюанс.
Если вам важны визуальные качества, то лучше всего использовать для пайки медно-фосфорный припой с высоким содержанием серебра (от 30% и выше).
При использовании обычного медно-фосфорного припоя и припоев с содержанием серебра 2%, 5% и 15% швы довольно отчетливо видны, и имеют характерный медный оттенок.
Более подробный обзор и тест припоев для пайки меди и латуни можно посмотреть на видео ниже. Материал подготовлен на основе авторского видеоролика с YouTube канала «Олег Певцов».
Мне нравится1Не нравится
Андрей Васильев
Задать вопрос
как паять газовой горелкой, твердым, мягким припоем
При соединении медных изделий используются различные инструменты и оборудование, без которых процесс спаивания был бы невозможен. Основным инструментом выступает паяльник. Помимо этого, можно воспользоваться газовой горелкой или специальными печами.
В домашних условиях предпочтительнее использовать спаивание медных изделий, этот вариант, наиболее простой и быстрый, в сравнении с варкой. К тому же не понадобится специальное оборудование, которым будет осуществляться скрепление. При соблюдении всех правил и условий технологического процесса, можно получить прочное и надежное соединение элементов, увеличивая стойкость к различным нагрузкам.
Для того чтобы спаивание в домашних условиях не вызвало затруднений, в первую очередь нужно позаботиться об основных инструментах, которые будут задействованы в этом процессе:
- труборез;
- фаскосниматель;
- труборасширитель;
- ершик стальной;
- щетка стальная;
- припой;
- горелка или фен.
Для трубчатого устройства применяют метод, когда элемент погружается в состав соли и припоя. Соль выполняет функции источника тепла, и заменяет функции флюса. Поэтому дополнительный флюс не понадобится.
Кроме этого способа, есть еще несколько вариантов пайки, которые заслуживают внимания.
Пайка меди
Пайка твердым припоем
Самым распространенным способом пайки в домашних условиях является пайка меди твердым припоем. Это объясняется свойствами меди, которая легко плавится при невысоких температурах. В качестве инструмента вполне подойдет паяльник или газовая горелка.
В качестве инструмента вполне подойдет паяльник или газовая горелка.
Пайка меди немного похожа на процесс сварки, но все же имеет небольшие отличия:
- При пайке деталей используется дополнительное вещество-припой, который и соединяет эти элементы. Это возможно, благодаря свойствам припоя, который имеет низкую температуру плавления.
- Самый распространенный материал для спаивания деталей используют никель и олово. Это доступные и простые компоненты, которые используются в большинстве случаев. Что касается промышленного использования, то для этих целей применяют другие виды припоя, но для домашнего использования они достаточно дорогие, а, следовательно, нерентабельные.
- Чтобы паять медные изделия, необходимо сначала расплавить припой, до того состояния, пока он не достигнет нужной консистенции, чтобы нанести его на место спаивания элементов. После этого, следует подождать до полного остывания соединения.
Если все нюансы процесса выполнены в точности, то такое соединение получится прочным и долговечным.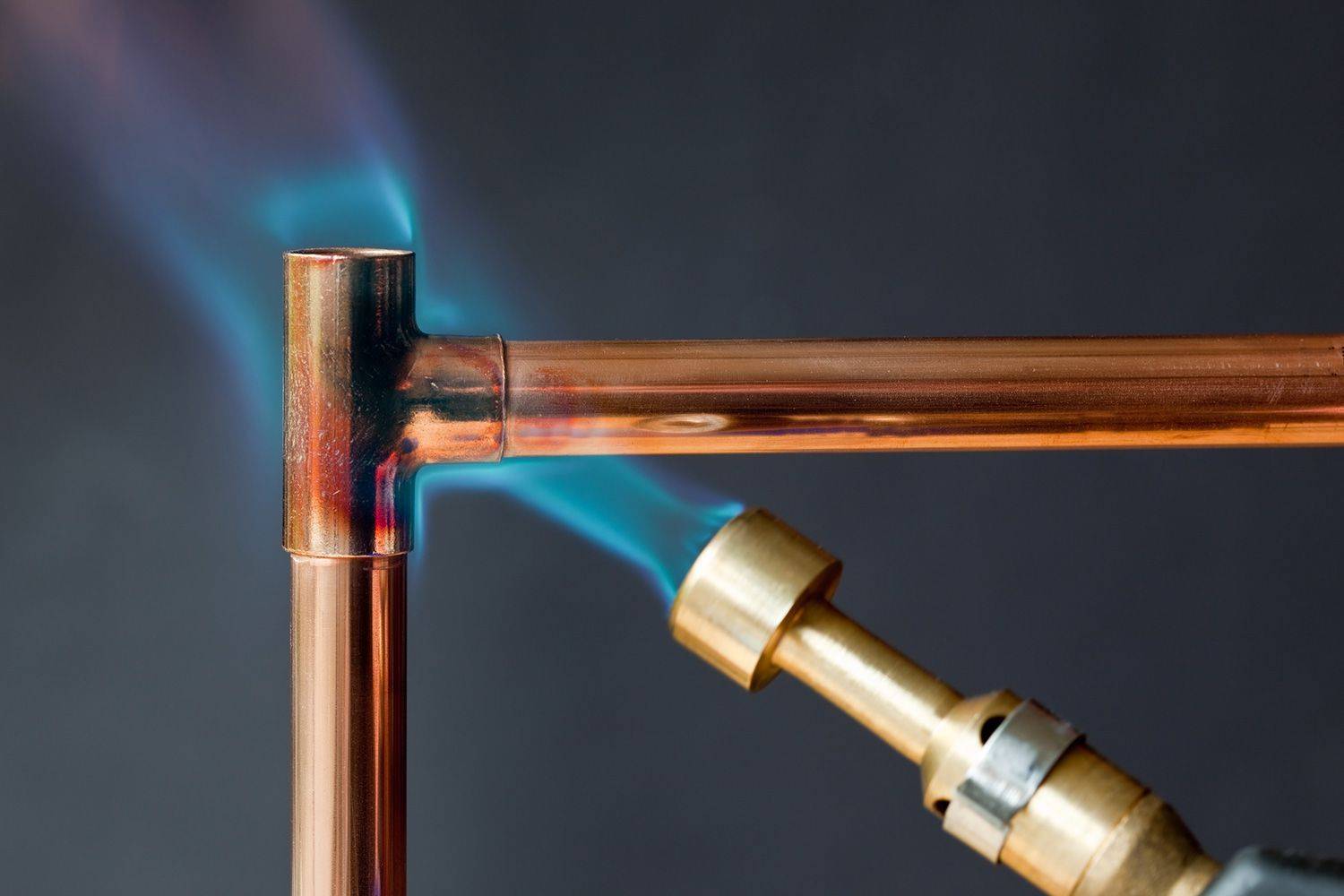
Пайка в печах
Пайка меди в печах осуществляется в производственных условиях. Этот процесс обеспечивает равномерное прогревание деталей, полностью, исключая ее деформацию. В качестве сплава применяется олово или сплав из олова и свинца, в качестве флюса выступает состав из канифоли и спирта, или состав их хлористого аммония или цинка.
При применении припоя с основой из серебра, используют флюсы, в основу которых входят соединения из фтора, калия и бора. Эти флюсы наилучшим образом очищают скрепляемые поверхности от оксидной пленки, это позволит сплаву отлично распределиться по всей поверхности.
Флюсовая пайка
Эта процедура имеет один большой минус, это выполнение герметичного скрепления. Излишки флюса создают дополнительные очаги, которые подвергаются коррозии, вследствие этого пайку выполняют в нейтральных условиях или в условиях восстановительной среды газа. Чтобы паять в азоте, необходимая температура должна достигать 750–800 градусов.
Вакуумная пайка
Вакуумная печь для пайки меди
Вакуумную пайку используют для многих металлов, медь не считается исключением. Пайка меди проводится в специализированных печах, или контейнерах, которые потом помещают в печь. Несмотря на сложное оборудование, этот вариант считается наиболее эффективным по всем критериям. Скрепление медных изделий производится мягким припоем, или чистым оловом. Можно использовать другие виды, к примеру, серебряные сплавы, с применением флюса канифольно-спиртового раствора.
Пайка меди проводится в специализированных печах, или контейнерах, которые потом помещают в печь. Несмотря на сложное оборудование, этот вариант считается наиболее эффективным по всем критериям. Скрепление медных изделий производится мягким припоем, или чистым оловом. Можно использовать другие виды, к примеру, серебряные сплавы, с применением флюса канифольно-спиртового раствора.
Для того чтобы использовать кадмиевый припой, необходимо подготовить специальный инструмент, и запастись необходимыми знаниями в этой области, потому как технологичность у данного материала намного ниже, чем у оловянно-свинцовых тинолей.
Низкотемпературная пайка
Если во время пайки припой не плавится, не стоит спешить, необходимо подождать нагрева паяльника. После того как сплав начинает течь, источник нагрева убирают, позволяя составу самостоятельно заполнить зазоры между элементами. Для избежания излишков, не рекомендуют добавлять сплав, кроме излишков, может быть попадание материала внутрь детали.
Если паять медь, применяя обычные прутья припоя, то его объем должен равняться диаметру соединяемой поверхности. Чтобы примерно рассчитать нужное количество материала, можно прут согнуть буквой Г, и приложить к трубе.
При данной технологии, прочность меди не изменяется, а вот механические критерии уменьшаются.
Высокотемпературная пайка
Высокотемпературная пайка
Данная технология подходит для тех поверхностей, которые будут использоваться с высокими температурами. Так как для осуществления этого процесса необходимая температура должна составлять 700 градусов, используют газопламенный вариант нагрева.
Готовность к спаиванию определяют при помощи прута сплава, который при окончании процесса расплавляется.
Чтобы увеличить качественные характеристики соединения, необходимо предварительно подогреть прут припоя. Преимуществом этого метода соединения является высокие показатели прочности швов, а также их стойкость в процессе эксплуатации, под воздействием высоких температур. Но есть и недостаток, который заключается в неизбежном отжиге меди. Стоит учесть, что при работе этим методом, необходимо иметь достаточную квалификацию и опыт, так как новичок может случайно перегреть медь, тем самым вызвав ее разрыв.
Но есть и недостаток, который заключается в неизбежном отжиге меди. Стоит учесть, что при работе этим методом, необходимо иметь достаточную квалификацию и опыт, так как новичок может случайно перегреть медь, тем самым вызвав ее разрыв.
Технология пайки труб
Чтобы паять трубы из меди, необходимо подготовить труборез. После того как нужный кусок трубы отрезан, наружный срез обрабатывается щеткой, для удаления заусениц и шероховатости. Используя труборасширитель, второй отрез трубы расширяют до нужного размера, чтобы одна часть трубы входила в другую.
Пайка медных труб
На трубу с меньшим диаметром наносят флюс, и скрепляются два элемента тр. Место соединения равномерно прогревается, для этого можно использовать или горелку или фен. В это место наносят припой, после его расплавления, поверхность полностью закроется им. В качестве сплава можно воспользоваться мягким припоем, он отлично справится с этой работой.
Видео: Пайка медных труб
 youtube.com/embed/bVM-Gh4j32Q» frameborder=»0″ allowfullscreen=»allowfullscreen»/>
youtube.com/embed/bVM-Gh4j32Q» frameborder=»0″ allowfullscreen=»allowfullscreen»/>
Как паять медные листы
Медь, как материал, известен человек давно. Люди научились изготавливать из него различные изделия, которые служат в основе технологических систем или как декоративные элементы.
Данный металл обладает уникальными характеристиками, что делает его незаменимым для производственных целей. Современный металлопрокат производит множество разных продуктов из такого вещества, одним из которых является медный лист купить который сейчас легко и использовать в разных целях.
Но стоит отметить, что цена на медь довольно высока, что определяется ее уникальными характеристиками.
Основные методы пайки
Существует несколько способов спаять медь, которые кардинально отличаются друг от друга. Качество такого процесса зависит от определенных условий и технических показателей самого материала.
Перед выполнением таких работ следует определиться с одним из методов ее выполнения:
- При спайке мелких деталей их нагревают до температуры плавления оловянно-свинцового припоя, с помощью которого и осуществляют их соединение.
 Флюсы, применяемые в данном процессе, должны быть канифольного основания.
Флюсы, применяемые в данном процессе, должны быть канифольного основания. - Перед тем как приступать процедуре паяния, следует предварительно нанести флюс и припой (тонким слоем) на поверхность самих деталей, не забыв при этом их ровно распределить. Потом нужно обе части соединить между собой и начать их греть до тех пор, пока нанесенное вещество не будет плавиться. После чего следует убрать паяльник и дать остыть изделию. При пайке посуды нужно применять чистое олово.
 Флюсы, применяемые в данном процессе, должны быть канифольного основания.
Флюсы, применяемые в данном процессе, должны быть канифольного основания.Соединяем массивные детали
Не всегда размер листа такой, что позволяет его прогреть с помощью паяльника. В таком случае используют специальную горелку, а пайку производят уже медным припоем, который является более прочным, нежели другие варианты.
Процесс соединения листов таким способом производиться с помощью специальных инструментов, таких как газовая горелка, сам припой с флюсом и кислотой и др. Затем обе части зажимают в тисках, а между ними оставляют небольшое расстояние.
После чего на поверхность наносят флюс и производят нагрев. Когда элементы уже раскалились нужно поднести к зазору припой, который от высокой температуры начнет плавиться и заполнять отверстия, по окончании процедуры нужно подождать пока все остынет и промыть водой.
Когда элементы уже раскалились нужно поднести к зазору припой, который от высокой температуры начнет плавиться и заполнять отверстия, по окончании процедуры нужно подождать пока все остынет и промыть водой.
Иногда для пайки используют молотковые паяльники, которые предварительно нагреваются или на открытом огне или горелкой, припоем в таком случае выступает олово.
Пайка меди в видео:
Твитнуть
Как правильно паять медь?
Перед тем как паять медь, нужно учитывать, что она относится к хорошо поддающимся пайке металлам. Связано это с тем, что поверхность меди можно легко очистить, не прибегая при этом к веществам агрессивным. Медь является металлом слабо корродирующим. Хорошую адгезию с медью имеют многие легкоплавкие сплавы и металлы, к примеру, латунь. Когда во время пайки происходит нагрев меди на воздухе, реакций с кислородом не происходит и не требуются для пайки сложносоставные дорогостоящие флюсы.
Схема аргонодуговой сварки меди.
К примеру, водопроводные трубы из меди обладают значительно большей гибкостью, чем трубы из стали, они долговечны и устойчивы к химическим элементам, но обладают более высокой стоимостью. Системы водопровода и отопления из меди имеют такой же срок эксплуатации, как и все строение, и могут быть замурованы или залиты бетоном, обшиты различными стеновыми панелями. Требованием к монолитному размещению медных труб коммуникации является использование таких прокладочных материалов, как гофра или изоляция на основе ПВХ. Они предотвратят механические воздействия различного роди при сменах климатического режима зимой и летом.
Инструменты и материалы для пайки меди
- труборез;
- фаскосниматель;
- труборасширитель;
- металлическая шерсть;
- тиски;
- пассатижи;
- пинцет;
- паяльник;
- припой;
- флюс;
- бура;
- паяльное масло;
- газовая горелка.
Схема электросварочного аппарата.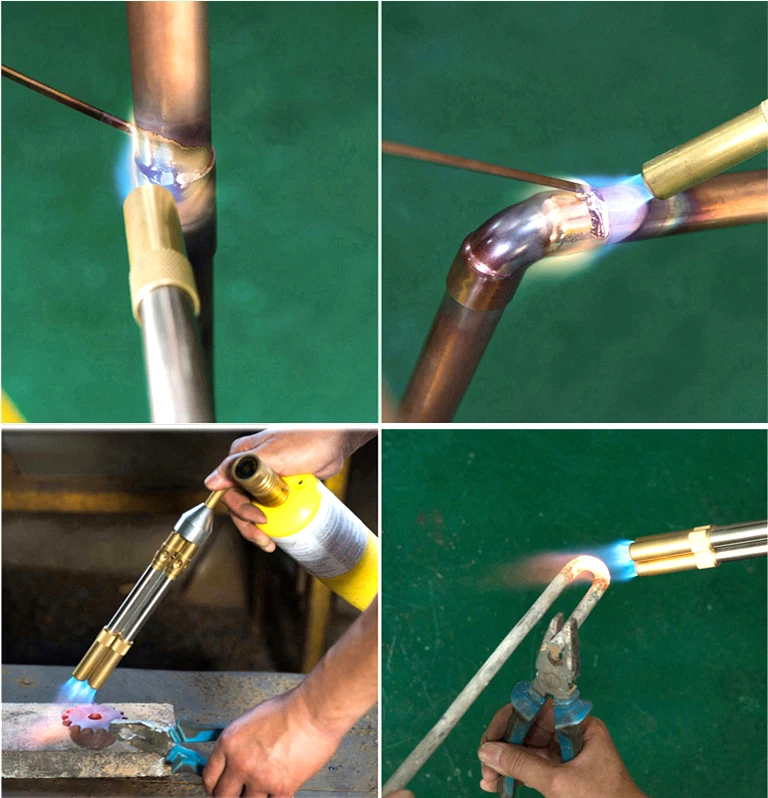
Труборез требуется для того, чтобы нарезать трубы по длине. Принцип работы у труборезов один и тот же, хотя моделей в продаже можно встретить очень много. Труба для ее обрезки зажимается между роликами и лезвием, затем труборез вращают вокруг, подтягивая на треть оборота нижний болт. Чтобы получить ровный край, трубу держат строго перпендикулярно по отношению к инструменту. Труба, как правило, разрезается за 5-6 оборотов. Газовой горелкой возможно произвести низкотемпературную пайку меди, так как ее температура не превышает 450°. Не все конструкции горелок, имеющихся в продаже, подходят для пайки.
Перед тем как выбрать горелку для того, чтобы паять медь, нужно обратить внимание на инструкцию, так как те горелки, пользование которыми начинается с разжигания мангала, не подходят для этих целей. Как правильно паять медь? Нужно делать это паяльником или горелкой с узконаправленным пламенем. Трубу такая горелка нагреет за считаные секунды, и газового баллончика хватит при экономном использовании надолго. При выборе горелки нужно смотреть и на состав газа в баллоне. Как правило, это смесь пропана и бутана, но при этом чем выше содержание бутана, тем выше температура пламени.
При выборе горелки нужно смотреть и на состав газа в баллоне. Как правило, это смесь пропана и бутана, но при этом чем выше содержание бутана, тем выше температура пламени.
Металлическая шерсть используется для очистки меди перед работой горелкой и паяльником. Ею плотно обжимают конец трубы или проволоки и совершают с усилием несколько вращательных движений. Для проволоки этого достаточно, а трубу следует зачистить еще и изнутри. Узкие трубки (фитинги) можно очищать специальными предназначенными для этого ершиками, при этом категорически запрещено пользование наждачной бумагой, особенно крупных фракций, и тем более напильника. Медь является мягким металлом, и при использовании наждачной бумаги компоненты наждака останутся на поверхности, препятствуя адгезии и хорошему соединению.
Схема точечной сварки меди.
Припой можно приобрести смотанным для удобства использования в катушки. Это оловянная проволока, диаметр которой около 3 мм. Желательно обращать внимание на отсутствие в припое свинца, о чем должна сообщать специальная надпись на катушке. Важным для пайки компонентом является и флюс, который смачивает основной металл (в данном случае медь) перед пайкой, проникая во все капилляры. Растекается по поверхности флюс под действием капиллярных сил. Перед тем как правильно паять, поверхность должна быть совершенно чистой и лишенной окислов. Шов будет прочен только в том случае, если компоненты будут защищены от кислорода, присутствующего в воздухе. Использование флюса повышает адгезию припоя наравне с механической зачисткой поверхностей.
Важным для пайки компонентом является и флюс, который смачивает основной металл (в данном случае медь) перед пайкой, проникая во все капилляры. Растекается по поверхности флюс под действием капиллярных сил. Перед тем как правильно паять, поверхность должна быть совершенно чистой и лишенной окислов. Шов будет прочен только в том случае, если компоненты будут защищены от кислорода, присутствующего в воздухе. Использование флюса повышает адгезию припоя наравне с механической зачисткой поверхностей.
При использовании флюса не играет большой роли, предназначен ли он для припоя с содержанием свинца или без, эти разновидности являются взаимозаменяемыми. Непригодны для использования с медью флюсы для пайки нержавеющей стали. Обыкновенная канифоль также может быть использована, но возможны проблемы с ее нанесением.
Вернуться к оглавлению
Правила пайки меди
При потребности спаять медное изделие или изделие, содержащее медные компоненты, нельзя дать однозначный ответ, как и чем лучше всего это сделать. Выбор способа и инструментов зависит от множества факторов, таких как размер и масса деталей, их состав. Учитывается и нагрузка, которой должны подвергаться уже спаянные изделия. Способов пайки несколько, и лучше знать их все, чтобы при необходимости выбрать наиболее подходящий.
Выбор способа и инструментов зависит от множества факторов, таких как размер и масса деталей, их состав. Учитывается и нагрузка, которой должны подвергаться уже спаянные изделия. Способов пайки несколько, и лучше знать их все, чтобы при необходимости выбрать наиболее подходящий.
Вернуться к оглавлению
Пайка крупных деталей
Схема капиллярной пайки меди.
Если паять нужно массивные или крупные детали, которые нельзя прогреть до нужной температуры при помощи паяльника, используется горелка и медный припой. Флюсом в этом случае служит бура. Прочность медно-фосфорного припоя выше, чем у стандартного оловянного.
На механически зачищенную трубу или проволоку наносится тонкий слой флюса. На трубу после этого надевается фитинг, также механически зачищенный. При помощи газовой горелки место соединения греется до тех пор, пока медь, покрытая флюсом, не поменяет цвет. Флюс должен стать серебристого цвета, после этого можно вносить припой. Расплавляется припой мгновенно и проникает в щель между трубой и фитингом. Когда капли припоя начнут оставаться на поверхности труб, припой убирают.
Когда капли припоя начнут оставаться на поверхности труб, припой убирают.
Не следует перегревать трубы, так как это не способствует появлению большего капиллярного эффекта. Напротив, медь, нагретая до черноты, хуже поддается пайке. Если металл начал чернеть, нагрев следует прекратить.
Вернуться к оглавлению
Пайка проводов или проволоки
Чтобы спаять тонкие медные провода, нельзя использовать припой на основе хлорида цинка, так как он разрушит медь. Если никакого флюса в наличии нет, можно в этом случае растворить в 10-20 мл воды таблетку аспирина.
Схема сварки меди в среде инертных газов.
Медный же провод или детали из проволоки различного сечения могут быть с легкостью прогреты для нужной температуры при помощи паяльника. Температурный режим должен быть тот, при котором плавится припой, оловянный или свинцово-оловянный, им же и производится спайка. Флюсы должны содержать канифоль или быть изготовленными на ее основе, может быть использовано паяльное масло или даже сама канифоль.
Поверхность провода очищается от грязи и оксидной пленки, после чего детали пролуживают. Этот процесс включает в себя нанесение на разогретую медь тонким слоем флюса или канифоли, а затем и припоя, который при помощи паяльника распределяется по поверхности как можно ровнее. Детали, требующие соединения, соединяют и еще раз прогревают паяльником до тех пор, пока уже застывший припой снова не начнет плавиться. Когда это происходит, паяльник убирают и соединение остывает.
Детали можно зажать в тисках так, чтобы расстояние между ними составляло 1-2 мм. На детали наносят флюс и нагревают их. К зазору между раскаленными деталями подносят припой, который расплавится и заполнит собой зазор. Температура плавления у припоя для пайки этим способом должна быть ниже, чем температура плавления меди, чтобы детали не деформировались. Деталь остывает, затем ее промывают водой и дорабатывают при необходимости наждачной бумагой до гладкости и однородности.
Вернуться к оглавлению
Пайка посуды или запаивание отверстий в меди
При запаивании посуды пользуются чистым оловом, температура плавления которого выше, чем у припоя оловянного или с содержанием свинца. Иногда для запаивания крупных деталей используются молотковые паяльники, нагреваемые на открытом огне газовой горелки или паяльной лампы. В дальнейшем все происходит по стандартной схеме: зачистка, флюс и лужение, соединение деталей и прогревание паяльником. Именно для этого паяльника удобен припой из чистого олова.
Иногда для запаивания крупных деталей используются молотковые паяльники, нагреваемые на открытом огне газовой горелки или паяльной лампы. В дальнейшем все происходит по стандартной схеме: зачистка, флюс и лужение, соединение деталей и прогревание паяльником. Именно для этого паяльника удобен припой из чистого олова.
Изнутри в фитинге, как правило, присутствует кайма, препятствующая продеванию его на трубу насквозь. Ее можно удалить при помощи грубого напильника, если фитинг нужно надеть на трубу дальше предусмотренного и запаять таким образом ненужное отверстие.
Пока припой остывает, не следует дуть на соединение или придавать ему даже минимальные физические нагрузки.
Вернуться к оглавлению
Техника безопасности при пайке меди
Нужно учитывать, что проводимость тепла у меди очень высока, вследствие этого паять детали, держа их в руках без защиты, не рекомендуется, скорее всего это кончится получением ожогов. Детали короче 30 см держат исключительно клещами либо в защитных рукавицах. Если в процессе пайки на оголенные части тела капнет флюс, требуется немедленно смыть его водой с мылом, так как, помимо термического, можно заработать химический ожог.
Детали короче 30 см держат исключительно клещами либо в защитных рукавицах. Если в процессе пайки на оголенные части тела капнет флюс, требуется немедленно смыть его водой с мылом, так как, помимо термического, можно заработать химический ожог.
При любых работах с открытым огнем и раскаленным металлом, а также флюсом, который содержит кислоту, нежелательна одежда из синтетики, так как возгорается и плавится такая ткань значительно быстрее прочих. Обязательно проветривание при работе, дым от сгоревшего флюса вреден.
Если навыков пайки нет совершенно, перед выполнением ответственной работы желательно потренироваться на обрезках труб или проводов. Сложностей в этой работе немного, и 2-3 раз, как правило, хватает, чтобы усвоить все основные приемы. Если собирается водопроводная система, рекомендуется предварительно собрать ее на полу прежде, чем устанавливать все на места. После сборки и пайки система должна быть хорошо промыта горячей чистой водой, чтобы удалить с внутренней стороны труб части флюса и припоя.
ПАЙКА, БЕЗ КОТОРОЙ НЕ ОБОЙТИСЬ
Паять можно оцинкованный металл, нержавеющий металл, свинец, медь, титанцинк. Говорится много о том, что можно паять алюминий (имеется в виду низкотемпературная пайка без применения инертных газов; на выставке в Германии, еще в 2000 г. видел выставочный образец), но в практике – на объекте – пока никто не паяет. Алюминий проще и легче проклеить. Львиная доля пайки кровельных материалов приходится все-таки на медь и титанцинк. В связи с появлением на рынке новых видов поверхностей меди и титан-цинка у кровельщиков по металлу часто возникают вопросы из-за неопределенности, связанные с тем, как, каким припоем, какой кислотой (флюсом) можно правильно паять тот или иной материал. На сегодня самой распространенной технологией соединения для кровельщиков по металлу является фальцевая техника (типичный пример). Она выступает, в зависимости от варианта выполнения, как безопасная при дожде, или даже как непроницаемая при дожде. Но фальцевое соединение не является водонепроницаемым. Водонепроницаемое соединение обеспечивает защиту от воды под давлением. Небольшое давление воды всегда существует, например – на плосконаклоненных кровлях при дожде, в разжелобках, кровельных желобах и водосточных трубах.
Водонепроницаемое соединение обеспечивает защиту от воды под давлением. Небольшое давление воды всегда существует, например – на плосконаклоненных кровлях при дожде, в разжелобках, кровельных желобах и водосточных трубах.
По существующим с 2009 г. правилам Немецкого союза кровельщиков по металлу водонепроницаемыми обязаны выполнять следующие соединения:
1. При установке водосточных труб при наклоне кровли < 10 °.
2. При соединениях (подводках) и в разжелобках при наклоне разжелобков < 15°.
3. При поперечных соединениях кровельных картин при наклоне кровли < 7°.
В зависимости от того, какое давление воды предполагается, водонепроницаемые соединения выполняются с помощью пайки (низко- или высокотемпературной), сварки, клепочного соединения и пайки/уплотнительной ленты или двойного фальца с уплотнительной лентой/уплотнительным гелем. При пайке необходимо обращать внимание на ряд важных моментов. Это, прежде всего, добросовестная подготовка соединяемых деталей – не зависимо от того, медь ли это или цинк.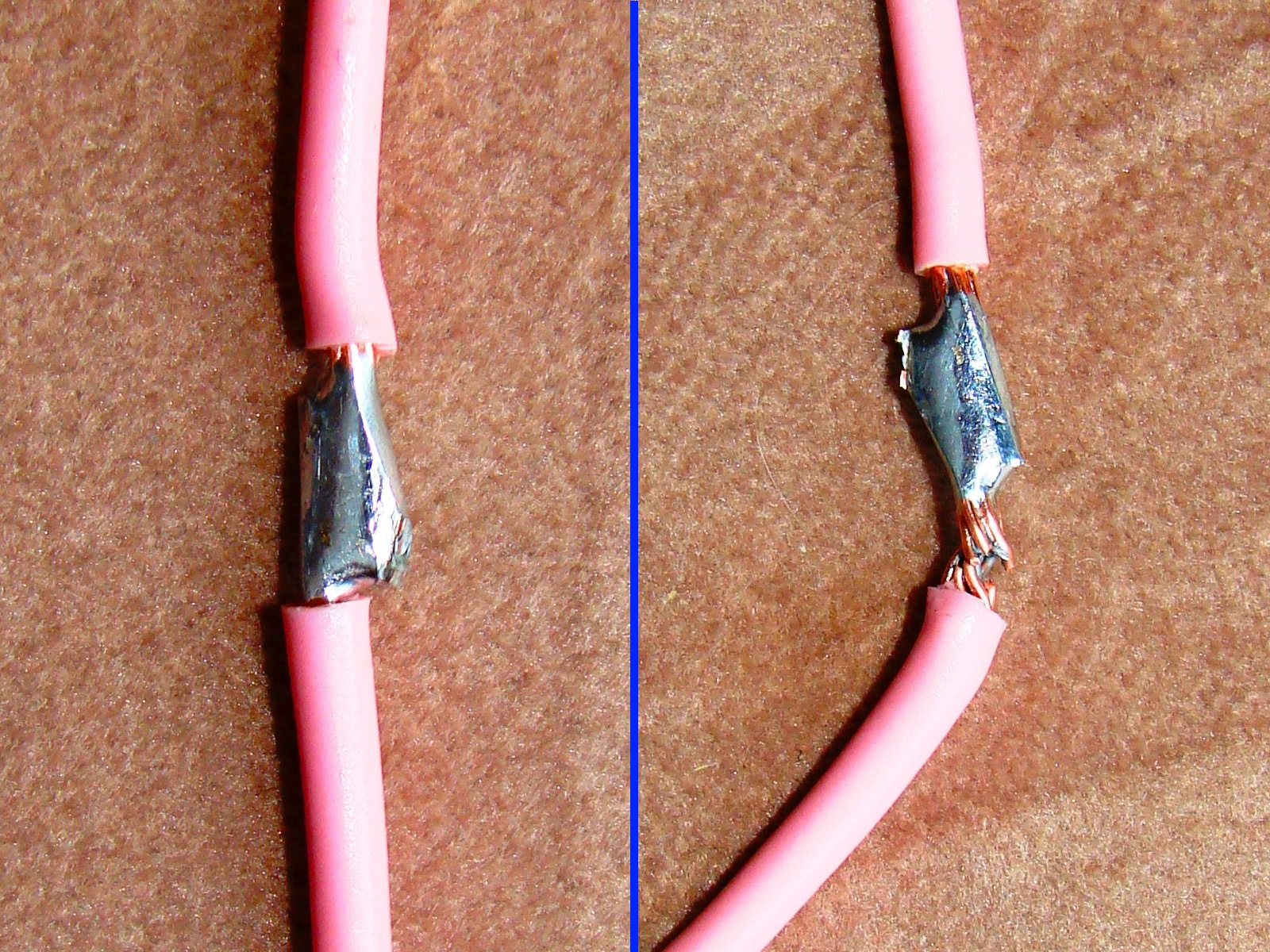 Сила сцепления припоя (адгезия) зависит от качества зачистки спаиваемых поверхностей. Это означает, что любые примеси и загрязнения на металле мешают полностью смачивать поверхности соединяемых деталей и уменьшают текучесть припоя так, что он не может полностью распределиться по поверхности. Во многих случаях это является причиной того, что не удается достичь удовлетворительного состояния пайки. Поверхности соединяемых мест должны быть очищены до ярко металлического цвета, поскольку неочищенная поверхность впоследствии может привести к неплотностям, протечкам и усложнению самого процесса пайки. Это относится также и к используемым в момент проката на поверхности металлов маслам и остужающим веществам. Для удаления масел, эмульсий можно использовать, например, средства для чистки или смыва. Толстые, жестко держащиеся оксидированные, загрязненные или защитные слои можно соскрести частично только с помощью абразива. В связи с тем, что разные металлы имеют различные свойства, необходимо применять припои и флюсы, строго соответствующие нормам и рекомендациям производителей.
Сила сцепления припоя (адгезия) зависит от качества зачистки спаиваемых поверхностей. Это означает, что любые примеси и загрязнения на металле мешают полностью смачивать поверхности соединяемых деталей и уменьшают текучесть припоя так, что он не может полностью распределиться по поверхности. Во многих случаях это является причиной того, что не удается достичь удовлетворительного состояния пайки. Поверхности соединяемых мест должны быть очищены до ярко металлического цвета, поскольку неочищенная поверхность впоследствии может привести к неплотностям, протечкам и усложнению самого процесса пайки. Это относится также и к используемым в момент проката на поверхности металлов маслам и остужающим веществам. Для удаления масел, эмульсий можно использовать, например, средства для чистки или смыва. Толстые, жестко держащиеся оксидированные, загрязненные или защитные слои можно соскрести частично только с помощью абразива. В связи с тем, что разные металлы имеют различные свойства, необходимо применять припои и флюсы, строго соответствующие нормам и рекомендациям производителей.
Только они обеспечивают постоянное и фиксированное соединение спаиваемых поверхностей. Перехлест шва для пайки должен иметь минимальную ширину – от 10 до 15 мм. Полностью пропаянный в перехлесте шов предоставляет наибольшую прочность и не позволяет попадать внутрь коррозионным остаткам. Перехлесты большой ширины усложняют возможность пропаять полностью данную зону. При пайке деталей, имеющих большую развертку, таких, например, как заглубленные желоба, или при толщине металла ≥ 0,8 мм необходимо предварительно пролудить места перехлеста/соединения. Эта операция облегчает правку капиллярного/паяльного шва, который не должен быть толще, чем 0,5 мм. В зависимости от области применения можно использовать для пайки «носик» молоточкового или шпицеобразного вида (далее – носик). Исходя из опыта, 500-граммовый носик для пайки обеспечивает высокое сохранение тепла, без того, чтобы быстро перегреться. В связи с тем, что медь при пайке очень хорошо отводит тепло, необходимо при пайке добавлять больше газа, а вот при пайке цинка, исходя из его низкой температуры плавления в 418°С, рабочую температуру при пайке необходимо удерживать в области 250°С. При этом широкая часть бойка носика молоточкового типа помогает передать тепло на шов быстро и равномерно. Также надо принимать во внимание, чтобы припой заливался только туда, куда направляется тепло молотка для пайки. После окончания процесса пайки остатки флюса необходимо обязательно промыть. Важно также эту процедуру произвести с двух сторон. При этом возможность появления коррозии будет уменьшена, а следы процесса оксидации не будут проявляться очень ярко. Все эти процедуры очень сильно влияют на окончательный внешний вид выполненных кровельных работ.
При этом широкая часть бойка носика молоточкового типа помогает передать тепло на шов быстро и равномерно. Также надо принимать во внимание, чтобы припой заливался только туда, куда направляется тепло молотка для пайки. После окончания процесса пайки остатки флюса необходимо обязательно промыть. Важно также эту процедуру произвести с двух сторон. При этом возможность появления коррозии будет уменьшена, а следы процесса оксидации не будут проявляться очень ярко. Все эти процедуры очень сильно влияют на окончательный внешний вид выполненных кровельных работ.
Вы привели температуру плавления цинка, но есть ли такой же параметр для меди?
— Температура плавления меди – 1083,4°С, но в кровельной пайке это не имеет никакого значения. Указание на температуру плавления титан-цинка связано с тем, что она ниже, чем у других металлов, и, учитывая высокую температуру газового паяльника, существует опасность прожечь цинк. А медь – только с помощью кислорода.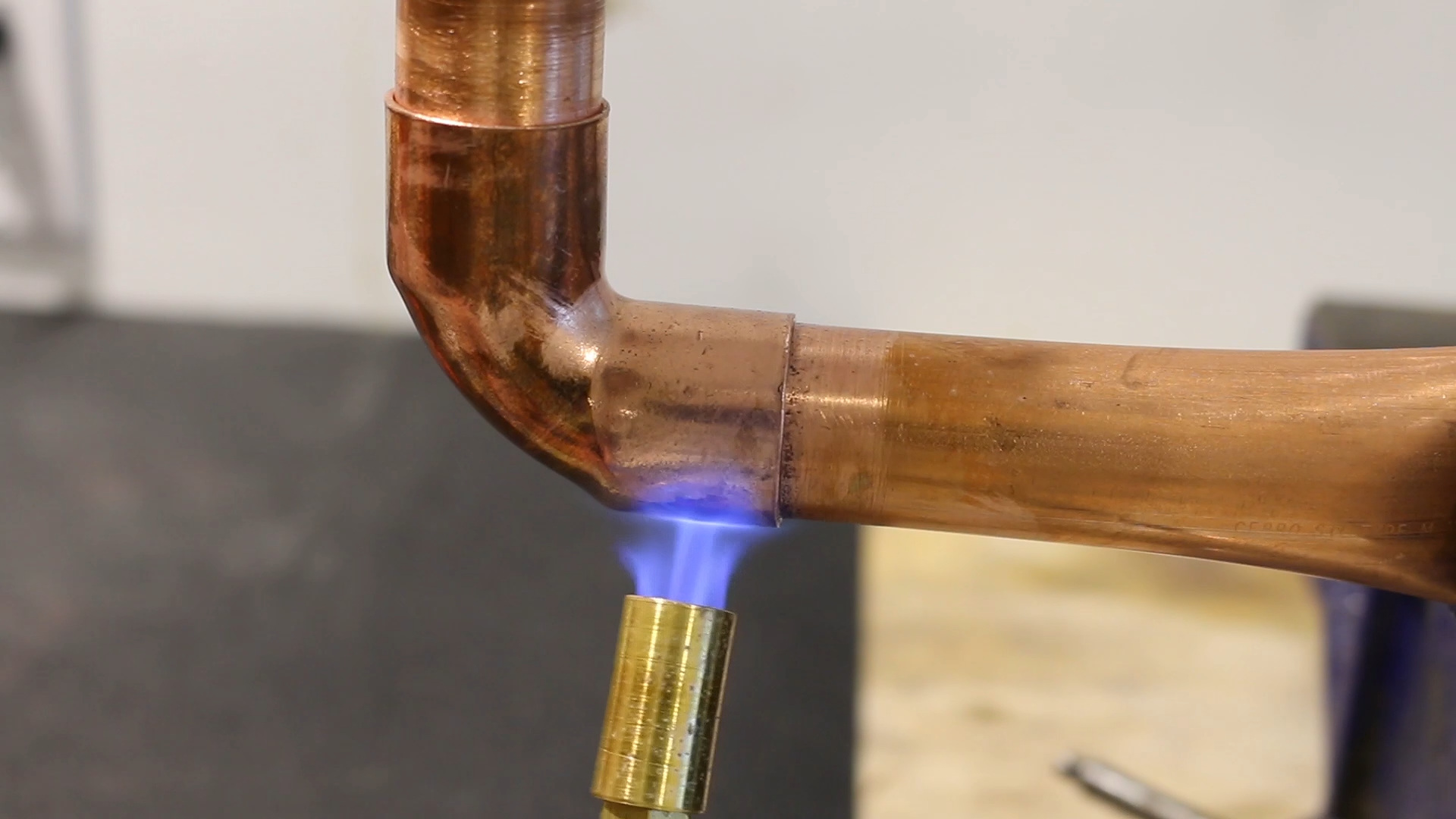 С нормальным газовым паяльником прожечь медь невозможно.
С нормальным газовым паяльником прожечь медь невозможно.
Есть ли различия в носиках при разных видах пайки, для разных видов материалов?
-Особо нет – основным требованием почти для всех видов пайки является наличие носика весом 500 г. Форма – к какой специалист привык. Но с помощью итальянского производителя A.F. di MARINI GIULIANO возможно производить пайку более легкими носиками за счет продуманных прорезей корпуса носика – носик получает больше тепла. За счет специального сплава покрытия медной оболочки носики данной конструкции НЕ ТРЕБУЮТ предварительной подготовки – их не надо ковать, зачищать, лудить. Надо помнить только несколько важных для жизни носика требований – не стучать им, не обрабатывать паяльником или корщеткой, НЕ ПЕРЕГРЕВАТЬ!! Обычные медные носики необходимо тщательно очищать корщеткой.
Как получить прочное паяное соединение
Чтобы получить прочное паяное соединение, необходимо убрать пленку окисла со спаиваемых поверхностей и защитить метал от дальнейшего окисления при пайке. Для этого существуют флюсы, которые представляют собой, как правило, многокомпонентные системы, выполняющие сразу несколько функций. Это очистка поверхности, удаление окисла, улучшение растекания припоя и, как следствие, увеличение прочности и плотности соединения. Условно флюсы можно подразделить на оржавляющие и неоржавляющие (коррозирующие и некоррозирующие, нейтральные), т.е. на те, которые требуют после пайки хорошей промывки паяного соединения, и те, которые не оржавляют пайку и даже могут в дальнейшем защищать ее от коррозии. При работе с кровельными флюсами промывка паяного соединения является обязательной.Качество и прочность пайки, физические параметры соединения зависят в большой степени от вида припоя. Низкотемпературные (до 450°С) припои, хоть и не дают повышенной прочности шва, зато позволяют вести пайку при температуре, которая мало влияет на прочность основного металла и не меняет его основные характеристики. Высокотемпературные (свыше 450°С) припои дают большую прочность шва, но требуют высокую квалификацию и соответствующий уровень оборудования, так как при этом происходит отжиг металла.
Для этого существуют флюсы, которые представляют собой, как правило, многокомпонентные системы, выполняющие сразу несколько функций. Это очистка поверхности, удаление окисла, улучшение растекания припоя и, как следствие, увеличение прочности и плотности соединения. Условно флюсы можно подразделить на оржавляющие и неоржавляющие (коррозирующие и некоррозирующие, нейтральные), т.е. на те, которые требуют после пайки хорошей промывки паяного соединения, и те, которые не оржавляют пайку и даже могут в дальнейшем защищать ее от коррозии. При работе с кровельными флюсами промывка паяного соединения является обязательной.Качество и прочность пайки, физические параметры соединения зависят в большой степени от вида припоя. Низкотемпературные (до 450°С) припои, хоть и не дают повышенной прочности шва, зато позволяют вести пайку при температуре, которая мало влияет на прочность основного металла и не меняет его основные характеристики. Высокотемпературные (свыше 450°С) припои дают большую прочность шва, но требуют высокую квалификацию и соответствующий уровень оборудования, так как при этом происходит отжиг металла.
Пайка меди
Такой металл, как медь, предлагает огромное разнообразие поверхностей. Параллельно с классической медью предлагаются химически обработанные поверхности, а также сплавы с цинком, оловом, алюминием. Здесь необходимо отметить различие в процедурах пайки всех этих вариантов. Вот несколько рекомендаций от фирмы КМЕ.
Чистая медь – пайку чистой (не легированной) меди необходимо производить на основе DIN EN 29453:
• Припой L-Pb60 Sn40 – олово с добавкой 60% свинца, свободный от сурьмы, температура расплава 183–235°С. При этом перехлест места пайки должен быть не менее 30 мм и для противодействия поперечным силам – проклепан одним рядом заклепок.
Пайка с использование заклепок
Припой L-Sn97 Cu3 – олово с добавкой 3% меди, температура расплава 230–250°С. При этом перехлест должен быть максимум 10 мм шириной и не нуждается в заклепках. 94 No3 2012
Как флюс по DIN EN 29454-1 для меди необходимо использовать тип 3. 1.1., например – Chemet Flux Copper, Z-02, Braztec Solderflux 7000.Такие медные поверхности, как TECU Oxid® (оксидированная медь), TECU Patina® (патинированная медь), разрешено паять ТОЛЬКО в технике низкотемпературной пайки. Поверхности перехлестов шва перед пайкой необходимо механически зачистить до ярко металлического блеска. Луженая медь TECU Zinn® также паяется ТОЛЬКО в технике низкотемпературной пайки. Поскольку поверхность этого металла состоит из чистого олова, для пайки можно использовать припой L-Sn97 Cu-3.
1.1., например – Chemet Flux Copper, Z-02, Braztec Solderflux 7000.Такие медные поверхности, как TECU Oxid® (оксидированная медь), TECU Patina® (патинированная медь), разрешено паять ТОЛЬКО в технике низкотемпературной пайки. Поверхности перехлестов шва перед пайкой необходимо механически зачистить до ярко металлического блеска. Луженая медь TECU Zinn® также паяется ТОЛЬКО в технике низкотемпературной пайки. Поскольку поверхность этого металла состоит из чистого олова, для пайки можно использовать припой L-Sn97 Cu-3.
Работа со сплавами меди
Для низкотемпературной пайки сплавов меди TECU Brass® (латунь/медь-цинк), TECU Bronze® (бронза/медь-олово) применимы припои L-Pb60 Sn40 и L-Sn97 Cu3.
Как флюсы применимы типы 3.1.1; 3.1.2; 2.1.2. С помощью низкотемпературной пайки можно беспроблемно паять также медноалюминиевый сплав TECU Gold® . Для этого необходимы специальный припой L-Cd80 Zn20 (Кадмий – 80%, цинк – 20%, Solder Gold) и специальный флюс типа 2. 1.2.А (Flux Gold). При пайке сплавов необходимо учитывать, что при нагреве происходит цветовое изменение поверхности металла, в связи с этим швы для пайки необходимо выполнять в местах, которые невидимы. Для пайки меди и сплавов наиболее подходящим является носик молоточкового типа весом в 500 г, желательно, чтобы боек был шириной 6–10 мм. Перед работой носик необходимо зачистить и облудить.
1.2.А (Flux Gold). При пайке сплавов необходимо учитывать, что при нагреве происходит цветовое изменение поверхности металла, в связи с этим швы для пайки необходимо выполнять в местах, которые невидимы. Для пайки меди и сплавов наиболее подходящим является носик молоточкового типа весом в 500 г, желательно, чтобы боек был шириной 6–10 мм. Перед работой носик необходимо зачистить и облудить.
При работе спаиваемые детали предварительно необходимо точечно «прихватить», потом припой распределить и равномерно заполнить шов. Для этого боек носика необходимо вести плоско ко шву. После пайки остатки флюса необходимо с помощью мокрой ткани очень тщательно удалить. Важно! – Ткань необходимо регулярно промывать.
Пайка титан-цинка Производители цинка тоже не стоят на месте и с помощью химических процессов создают различные искусственно состаренные поверхности для разнообразной кровельной и фасадной архитектуры. Чтобы защитить материал от следов переработки, так же как и при хранении и транспортировке, на материал в последней фазе проката наносится специальный временный органический защитный слой. На это очень важно обращать внимание при пайке. Фирма RHEINZINK, например, рекомендует для поверхностей «vorbewittert pro blaugrau®» ( серо-голубая патина), «vorbewittert pro schiefergrau®» (шиферносерая патина) использовать флюс фирмы Felder ZD-pro. Для удаления временного защитного слоя на поверхностях «pro» фирма Felder предлагает специальный растворитель. Как часто применяемая альтернатива, возможно удаление защитного слоя с помощью чистящей губки для посуды (имеющей две стороны – мягкую и жесткую/абразивную). После чистки абразивной стороной губки металл обычно становится полностью готовым к пайке. Для пайки металла «walzblank®» фирмы RHEINZINK можно использовать флюс от фирмы Chemet – Z-04-S . Также производитель цинка Umicore Bausysteme предлагает кроме классического металлического титан-цинка (Blank-Zink) различные варианты предварительно состаренных поверхностей VM-Zink Anthra, VM-Zink Quartz, цветного (три цвета) VM-Zink Pigmento. Для пайки Blank-Zink предлагается флюс VMZ Zinn 7, для пайки предварительно состаренных вариантов – VMZ-Deka.
На это очень важно обращать внимание при пайке. Фирма RHEINZINK, например, рекомендует для поверхностей «vorbewittert pro blaugrau®» ( серо-голубая патина), «vorbewittert pro schiefergrau®» (шиферносерая патина) использовать флюс фирмы Felder ZD-pro. Для удаления временного защитного слоя на поверхностях «pro» фирма Felder предлагает специальный растворитель. Как часто применяемая альтернатива, возможно удаление защитного слоя с помощью чистящей губки для посуды (имеющей две стороны – мягкую и жесткую/абразивную). После чистки абразивной стороной губки металл обычно становится полностью готовым к пайке. Для пайки металла «walzblank®» фирмы RHEINZINK можно использовать флюс от фирмы Chemet – Z-04-S . Также производитель цинка Umicore Bausysteme предлагает кроме классического металлического титан-цинка (Blank-Zink) различные варианты предварительно состаренных поверхностей VM-Zink Anthra, VM-Zink Quartz, цветного (три цвета) VM-Zink Pigmento. Для пайки Blank-Zink предлагается флюс VMZ Zinn 7, для пайки предварительно состаренных вариантов – VMZ-Deka. Для всех вариантов пайки может быть использован свинцово-оловянный припой S-Pb60 Sn40 (DIN EN ISO 29453). Этот припой полностью идентичен традиционному в Германии припою L-PbSn40(Sb). Припой S-Pb50 Sn50 (L-Sn50Pb50) с большим содержанием олова предпочтительнее при работе в цеху или при работе по созданию орнаментальных изделий. Чтобы выполнить квалифицированный, технически правильный паяный стык, необходимо для титан-цинка, так же как и для меди, использовать надлежащий носик для пайки. Стороны и боек должны быть для минимизации возможности появления оксида на поверхности носика «выглажены» напильником и облужены. С определенной периодичностью носик необходимо проковывать для создания правильной формы, для лучшей передачи тепла.
Для всех вариантов пайки может быть использован свинцово-оловянный припой S-Pb60 Sn40 (DIN EN ISO 29453). Этот припой полностью идентичен традиционному в Германии припою L-PbSn40(Sb). Припой S-Pb50 Sn50 (L-Sn50Pb50) с большим содержанием олова предпочтительнее при работе в цеху или при работе по созданию орнаментальных изделий. Чтобы выполнить квалифицированный, технически правильный паяный стык, необходимо для титан-цинка, так же как и для меди, использовать надлежащий носик для пайки. Стороны и боек должны быть для минимизации возможности появления оксида на поверхности носика «выглажены» напильником и облужены. С определенной периодичностью носик необходимо проковывать для создания правильной формы, для лучшей передачи тепла.
Пайка нержавеющей стали
Работу с нержавеющей сталью разберем на примере материала UGINOX – UGITOP Стыки пайки необходимо выпол. нять с шириной перехлеста в 10–15 мм. Желательно пайку выполнять, заполняя полностью всю ширину стыка.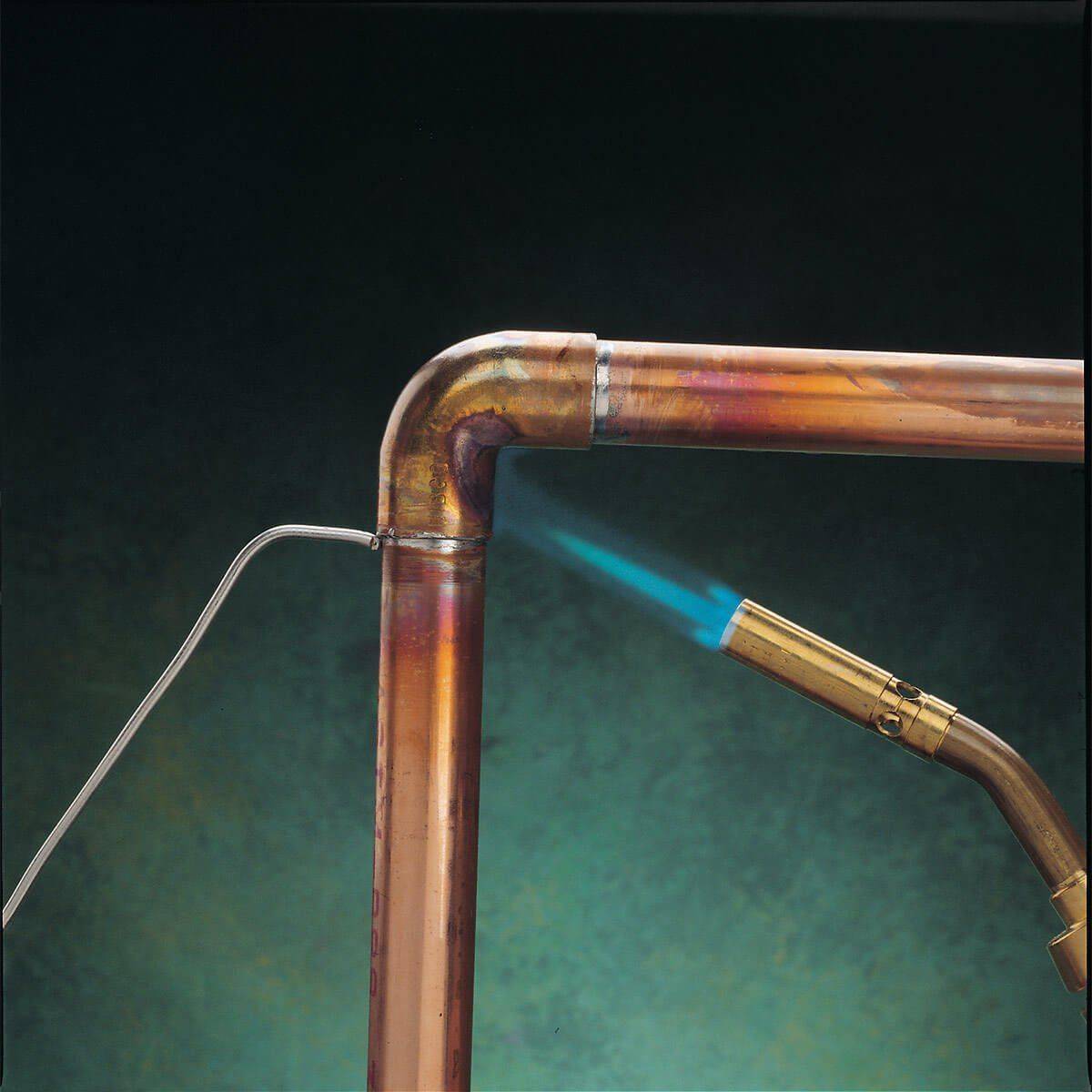 Для Uginox можно не использовать заклепки, если общая ширина пропаянного шва составляет 15 мм. В этом случае шов пайки может перенять на себя все появляющиеся силы. При пайке Ugitop применение заклепок настоятельно рекомендуется. На рынке присутствуют заклепки из нержавейки, луженые – с помощью которых можно на много легче пропаять заклепки. Если ширина перехлестов для пайки более чем 10–15 мм, появляется риск, что шов не сможет быть пропаян всплошную и в нем останутся остатки кислоты (флюса), которые при смеси с дождевой водой приведут к изменению цвета возле стыка (Uginox), к формированию коррозионной полосы на поверхности (Ugitop). Поскольку Uginox и Ugitop имеют низкую теплопроводность, они нуждаются в низкотемпературной пайке, и даже при этом работу необходимо проводить кусками, чтобы не перегревать место пайки. Uginox отличается от Ugitop тем, что изготавливается из нержавеющей стали, покрытой слоем олова, которое со временем покрывается патиной. Олово приглушает природный блеск нержавеющей стали и придает покрытию матовый атласный вид, однородный цвет которого позволяет использовать покрытие в любых местах.
Для Uginox можно не использовать заклепки, если общая ширина пропаянного шва составляет 15 мм. В этом случае шов пайки может перенять на себя все появляющиеся силы. При пайке Ugitop применение заклепок настоятельно рекомендуется. На рынке присутствуют заклепки из нержавейки, луженые – с помощью которых можно на много легче пропаять заклепки. Если ширина перехлестов для пайки более чем 10–15 мм, появляется риск, что шов не сможет быть пропаян всплошную и в нем останутся остатки кислоты (флюса), которые при смеси с дождевой водой приведут к изменению цвета возле стыка (Uginox), к формированию коррозионной полосы на поверхности (Ugitop). Поскольку Uginox и Ugitop имеют низкую теплопроводность, они нуждаются в низкотемпературной пайке, и даже при этом работу необходимо проводить кусками, чтобы не перегревать место пайки. Uginox отличается от Ugitop тем, что изготавливается из нержавеющей стали, покрытой слоем олова, которое со временем покрывается патиной. Олово приглушает природный блеск нержавеющей стали и придает покрытию матовый атласный вид, однородный цвет которого позволяет использовать покрытие в любых местах. Ugitop хорошо подходит для сварочных работ. При этом Uginox не рекомендуется паять из-за разрушения при пайке луженого слоя. Перегрев приводит к тому, что с поверхностью нержавейки олово «стекает». После выполнения пайки остатки кислоты (флюса) необходимо удалить ЧИСТОЙ тряпкой с БОЛЬШИМ количеством воды. Остатки кислоты (флюса) приводят к появлению следов – впоследствии не удаляемых. Для пайки Uginox и Ugitop применяется флюс на базе фосфорной кислоты. Как припой используется оловянно-свинцовый сплав с минимальным содержанием олова – 30% (S-Pb70 Sn30). При пайке (кровельных) нержавеющих металлов разрешено использовать только свободный от хлоридов флюс, так как при использовании флюсов, содержащих хлориды, происходят процессы, приводящие к коррозии нержавейки.
Ugitop хорошо подходит для сварочных работ. При этом Uginox не рекомендуется паять из-за разрушения при пайке луженого слоя. Перегрев приводит к тому, что с поверхностью нержавейки олово «стекает». После выполнения пайки остатки кислоты (флюса) необходимо удалить ЧИСТОЙ тряпкой с БОЛЬШИМ количеством воды. Остатки кислоты (флюса) приводят к появлению следов – впоследствии не удаляемых. Для пайки Uginox и Ugitop применяется флюс на базе фосфорной кислоты. Как припой используется оловянно-свинцовый сплав с минимальным содержанием олова – 30% (S-Pb70 Sn30). При пайке (кровельных) нержавеющих металлов разрешено использовать только свободный от хлоридов флюс, так как при использовании флюсов, содержащих хлориды, происходят процессы, приводящие к коррозии нержавейки.
Применима ли для всех вышеперечисленных случаев высокотемпературная пайка?
Практически для всех вариантов пайки вышеназванных металлов применяется вариант низкотемпературной пайки. Высокотемпературная пайка может применяться только для классической меди.
Влияет ли температура окружающей среды на процесс пайки?
Это не правильно поставленный вопрос. Когда мы говорим о температуре окружающей среды в момент пайки, необходимо думать о температуре газа – пропана. Существует большое многообразие газов, которые используют для пайки. При сильном ветре и низкой температуре происходит уменьшение парообразования газа в баллоне и, как следствие, газ в баллоне есть, но он не испаряется, а течет. Паять в такой ситуации нельзя. То есть – при низких температурах с ветром паять категорически запрещено.
Необходимо ли учитывать соседство с какими-либо еще материалами на кровле при пайке (например, основание, пленки, уплотняющие ленты и т.п.)?
Низкотемпературная пайка позволяет проводить все работы на кровле, не опасаясь проблем, связанных с пожаробезопасностью. Скорость отдачи тепла в атмосферу значительно выше, чем в обрешетку или пленки. Поэтому практически все пленки сохраняют свои качества. Обрешетка в какой-то дополнительной защите не нуждается. К тому же, многие узлы можно легко выполнить в стороне и только после охлаждения и очистки поставить их для монтажа на место.
Обрешетка в какой-то дополнительной защите не нуждается. К тому же, многие узлы можно легко выполнить в стороне и только после охлаждения и очистки поставить их для монтажа на место.
Какие основные правила техники безопасности при пайке?
Одним из самых опасных нарушений правил безопасности является переполнение баллонов сжиженным газом сверх установленных норм. Дело в том, что при увеличении температуры на одну и ту же величину пропан расширяется в 16 раз больше, чем вода, и в 3,2 раза больше, чем керосин (бутан, соответственно, в 11 и в 2,2 раза). Расчетные данные показывают, что давление в переполненном сжиженным газобаллоне увеличивается в среднем на 6,87 бар при нагревании газа на 1°С. Так, перепад температур от +20 до +35°С приводит к увеличению давления на 103 бара, что неминуемо вызовет раздутие, а затем и разрыв баллона, материал которого имеет сопротивление разрыву всего 38–40 кгс/см2 (то есть примерно рассчитан на 2,5-кратный запас по сравнению с рабочим давлением, не превышающим 15,7 бар). 96 No3 2012 Поэтому баллоны заполняются не полностью, а с оставлением некоторого объема для паров сжиженных газов. При наличии такой воздушной подушки (паровая фаза) расширение сжиженных газов (жидкая фаза) не вызовет опасных для стен баллона напряжений, а приведет только к уменьшению объема (сжатию) этой подушки. Степень заполнения баллонов зависит от плотности сжиженного газа и разности его температур во время заполнения и при последующем использовании (хранении). Существующие правила безопасности определяют предельное заполнение баллона в зависимости от разности указанных температур в пределах 80–90% от его емкости. При пайке газовой горелкой перед началом работы необходимо проверить герметичность шлангов и аппаратуры. Баллоны с газом должны храниться в вертикальном положении. Необходимо принимать тщательные меры предосторожности при использовании низкотемпературного медного припоя, содержащего кадмий, в связи с отравляющим воздействием паров кадмия. При пайке необходимо обеспечить соответствующую вентиляцию, так как может появиться вредный для здоровья дым фтористых соединений из флюса, в котором используется фтор.
96 No3 2012 Поэтому баллоны заполняются не полностью, а с оставлением некоторого объема для паров сжиженных газов. При наличии такой воздушной подушки (паровая фаза) расширение сжиженных газов (жидкая фаза) не вызовет опасных для стен баллона напряжений, а приведет только к уменьшению объема (сжатию) этой подушки. Степень заполнения баллонов зависит от плотности сжиженного газа и разности его температур во время заполнения и при последующем использовании (хранении). Существующие правила безопасности определяют предельное заполнение баллона в зависимости от разности указанных температур в пределах 80–90% от его емкости. При пайке газовой горелкой перед началом работы необходимо проверить герметичность шлангов и аппаратуры. Баллоны с газом должны храниться в вертикальном положении. Необходимо принимать тщательные меры предосторожности при использовании низкотемпературного медного припоя, содержащего кадмий, в связи с отравляющим воздействием паров кадмия. При пайке необходимо обеспечить соответствующую вентиляцию, так как может появиться вредный для здоровья дым фтористых соединений из флюса, в котором используется фтор. Чтобы избежать вреда, рекомендуется проводить все работы в хорошо проветриваемом помещении или на улице, убедиться в том, что данная продукция произведена в соответствии с действующими нормами, установленными в отношении токсичных веществ, внимательно изучить описание свойств, которое имеется на этикетке.
Чтобы избежать вреда, рекомендуется проводить все работы в хорошо проветриваемом помещении или на улице, убедиться в том, что данная продукция произведена в соответствии с действующими нормами, установленными в отношении токсичных веществ, внимательно изучить описание свойств, которое имеется на этикетке.
Как паять медные трубы для холодильных систем и подключение кондиционера?
Пайка медных труб не сложное мастерство. Даже новичок может научиться паять, чтобы предотвратить утечку швов в течении 30 минут. Процесс очень прост, если вы будете следовать нескольким основным правилам. В этой статье мы покажем вам, как паять медь быстро и легко.
Пайка медных труб для подключения кондиционера
В этой статье мы рассмотрим основные этапы для пайки медной трубы, используемой при подключении кондиционера в большинстве домов. Вам не нужны специальные навыки, чтобы успешно паять медь. Вы можете легко припаять герметично стыки с первой попытки, но вы также можете сделать ошибки. Мы покажем вам, как их избежать, а также предупредить вас о простой, но важной мере предосторожности, технике безопасности, которые защитят вас от ожогов и сохранят ваш дом в безопасности от огня.
Мы покажем вам, как их избежать, а также предупредить вас о простой, но важной мере предосторожности, технике безопасности, которые защитят вас от ожогов и сохранят ваш дом в безопасности от огня.
Вам понадобится: припой (в виде специальных прутьев или проволоки), щетка стальная (для зачистки труб и фитингов), флюс-паста, кисть для нанесения флюс-паста, шкурка для зачистки поверхности, пропановая горелка небольших размеров (желательно со встроенным воспламенителем), жаропрочная прокладка, медная труба, фитинги.
Основным инструментом пайки можно назвать пропановую горелку, которая состоит из баллона, регулятора подачи газа и наконечника (сопло). Для начала работы, откройте регулятор топливного клапана и зажгите наконечник. Для более легкого поджога, мы рекомендуем регулятор, который имеет встроенный воспламенитель. Если вы покупаете простую версию, купите также специальную зажигалку. Сжатие проволоки руками производит искры, которые воспламеняют газ.
Подготовьте трубы, если необходимо их обрезать, то Вы можете это спокойно сделать с помощью труборезов. После, обязательно проверьте место среза нет ли там заусенец или вмятин. Если были обнаружены заусеницы, то их необходимо удалить и зачистить. Кроме того необходимо зачистить место пайки на трубе шкуркой до медного блеска на наружной поверхности, а на внутренней зачистить щеточкой Далее необходимо нанести кисточкой флюс-пасту снаружи и внутри места соединений трубы, которые будут в итоге соединены.
После, обязательно проверьте место среза нет ли там заусенец или вмятин. Если были обнаружены заусеницы, то их необходимо удалить и зачистить. Кроме того необходимо зачистить место пайки на трубе шкуркой до медного блеска на наружной поверхности, а на внутренней зачистить щеточкой Далее необходимо нанести кисточкой флюс-пасту снаружи и внутри места соединений трубы, которые будут в итоге соединены.
Если все вышеперечисленные пункты были сделаны можно приступать к пайке. Следует поджечь и разогреть горелку. В мерах предосторожности необходимо одевать огнеупорные перчатки, одежду и маску, что бы случайно не получить ожоги. Когда горелка нагрелась нужно поднести ее к трубке и подержать 15-20 секунд. Припой необходимо проводить по краю соединений, по всему диаметру вести не нужно, так как он сам впитается внутрь соединения.
После окончания пайки необходимо проверить качество. Для этого можно просто пустить по трубе воду, предварительно дав трубе остыть, так как от резкого перепада температур она может просто потрескаться.
Пайка медных труб отопления своими руками
Доброго времени суток, уважаемый читатель или читательница.
В этой статье я расскажу вам правила пайки медных труб своими руками.
Сведения будут приведены максимально кратко в виде тезисов и разделены на подразделы для удобства восприятия. Итак, приступим!
Как разрезать медные трубы для отопления?
Чем резать медные трубы
Медные трубы могут разрезаться при помощи различных инструментов:
- Ножовка по металлу.
- Дисковый труборез.
- Угловая шлифмашина — «Болгарка».
Выбор инструмента тут на ваш вкус. Наиболее удобным, из всего вышеописанного, является «болгарка».
При резке медных труб этим инструментом, вы потратите меньше всего времени.
Аккуратней всего медная труба разрезается при помощи дискового трубореза, но подходит он только для труб небольшого диаметра (обычно до 28 мм).
Как это делать смотрите на видео ниже:
 youtube.com/embed/wD15E2YUWCw?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
youtube.com/embed/wD15E2YUWCw?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
Как загибать медные трубы для отопления?
Как загибать медные трубы отопления?
Медные трубы можно гнуть, но нужно знать следующие правила:
- Без нагрева можно гнуть только трубы диаметром меньше 22 мм.
- Если необходимо получать загибы одинакового радиуса, то следует пользоваться специальными станками.
- Минимальный радиус загиба медных труб равен 6 наружным диаметрам.
- При загибе труб диаметром больше 22 мм, необходимо нагревать место загиба. Для сохранения внутреннего диаметра трубы, ее нужно предварительно заполнить песком.
- Рекомендуемая температура для отжига медных труб 650° С. При этом труба должна стать темно-красной, но лучше для определения температуры воспользоваться пирометром.
Чтобы иметь представление о том, как загибать медные трубы при помощи инструмента, посмотрите следующее видео:
 youtube.com/embed/aZqYQhh2WBM?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
youtube.com/embed/aZqYQhh2WBM?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
Как паять медные трубы для отопления?
Как правильно паять медные трубы для отопления
Пайка — основной метод соединения медных труб и фитингов.
Существует два метода пайки медных труб:
- Мягкая пайка медных труб — происходит при температуре ниже 450º С. Для мягкой пайки применяют припой из оловянной проволоки, который плавится при относительно низкой температуре и за счет капиллярного эффекта затягивается в пространство между трубой и фитингом. Непосредственно перед пайкой необходимо обработать внутреннюю поверхность раструба и наружную поверхность конца трубы до блеска и нанести флюс. Флюс защищает металл при нагреве, но после остывания соединения флюс нужно тщательно удалить с поверхности.
- Твердая пайка медных труб — происходит при температуре выше 450º С. Перед пайкой точно так же необходимо подготовить поверхности на конце трубы и в раструбе фитинга. Если осуществляется спайка двух медных деталей, то флюс можно не применять. При спайке меди с латунью или бронзой уже нужно применять специальный флюс твердой пайки. Припой для твердой пайки отличается от припоя для мягкой. Здесь применяют серебряный или медно-фосфорный припой в виде прутков. Твердая пайка применяется в системах с высокими температурами жидкости.
 Перед пайкой точно так же необходимо подготовить поверхности на конце трубы и в раструбе фитинга. Если осуществляется спайка двух медных деталей, то флюс можно не применять. При спайке меди с латунью или бронзой уже нужно применять специальный флюс твердой пайки. Припой для твердой пайки отличается от припоя для мягкой. Здесь применяют серебряный или медно-фосфорный припой в виде прутков. Твердая пайка применяется в системах с высокими температурами жидкости.
Перед пайкой точно так же необходимо подготовить поверхности на конце трубы и в раструбе фитинга. Если осуществляется спайка двух медных деталей, то флюс можно не применять. При спайке меди с латунью или бронзой уже нужно применять специальный флюс твердой пайки. Припой для твердой пайки отличается от припоя для мягкой. Здесь применяют серебряный или медно-фосфорный припой в виде прутков. Твердая пайка применяется в системах с высокими температурами жидкости.Для систем отопления и водоснабжения вполне подходит метод мягкой пайки, поэтому в домашних условиях нет смысла паять медь твердой пайкой.
Пайка медных труб: видео
Для того, чтобы лучше себе представлять процесс пайки меди, посмотрите следующее видео:
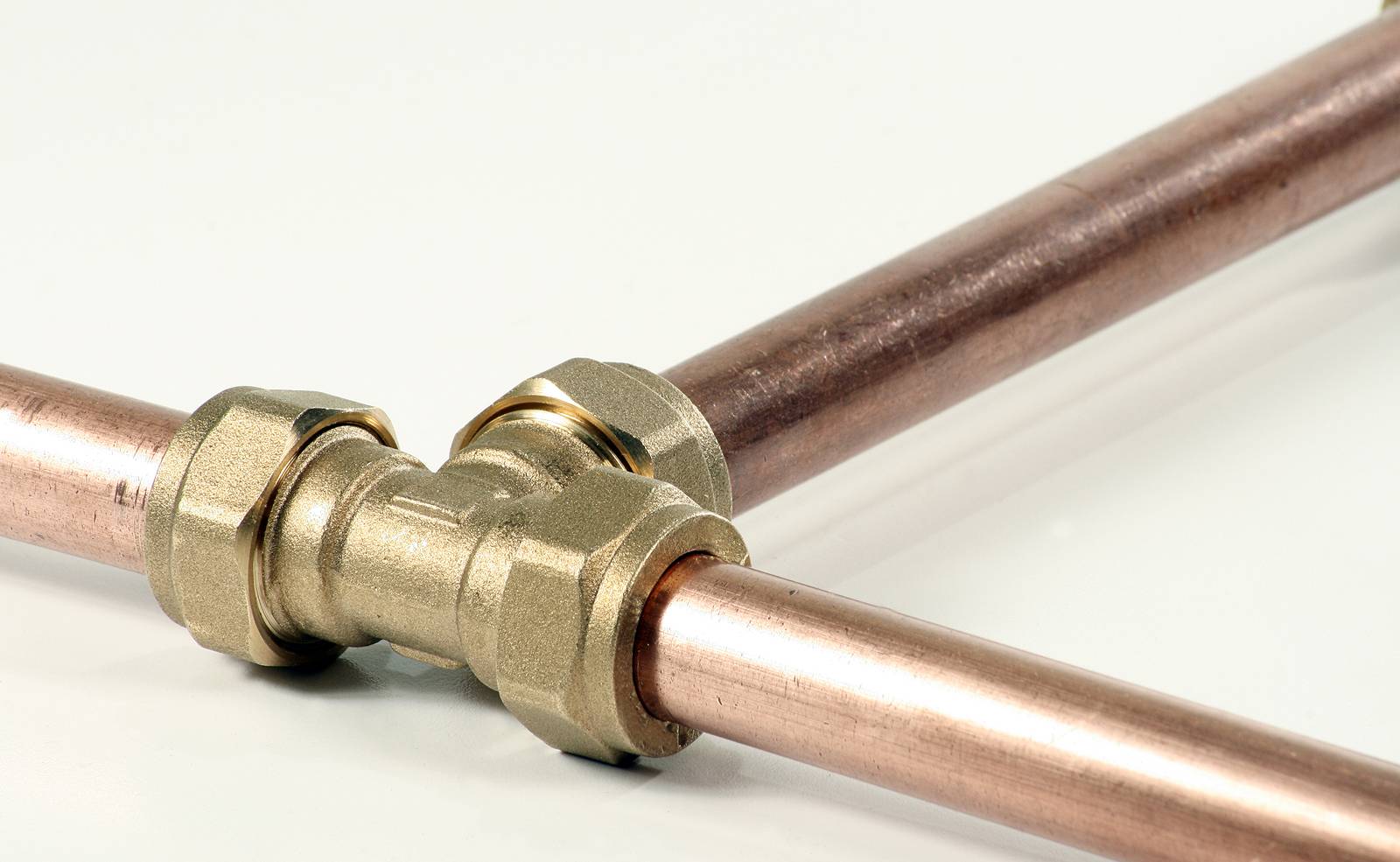
Прессовые соединения для медных труб отопления
Пресс соединения для медных труб
Соединение медных труб при помощи прессовых соединений — самый быстрый и простой способ монтажа.
Его минусами являются необходимость применения специального дорогого инструмента (электрического пресса) и дороговизна фитингов.
Для систем домашнего отопления и водоснабжения метод опрессовки вполне подходит.
Если хотите увидеть как это происходит смотрите видео ниже:
Преимущества медных труб для отопления
Медь — очень хороший материал для отопления и водопровода.
Преимущества меди прежде всего состоит в стойкости к высоким температурам.
Медью можно сразу обвязывать твердотопливные котлы и подавать по ней перегретую воду под давлением (для промышленных нужд). И все это она стойко перенесет.
Монтаж медных труб не предполагает применения электро-дуговой или газовой сварки, а выполняется при помощи маленькой и удобной горелки или электрического пресса.
Такие методы монтажа гораздо проще и быстрее по времени, чем монтаж стальных трубопроводов.
В общем, пользуйтесь медью и не пожалеете! На этом все, пишите вопросы в комментариях, пользуйтесь кнопками социальных сетей!
Пайка меди и латуни в ювелирной студии
Медь и латунь — забавные материалы, с которыми можно работать в ювелирной студии. Они красивы сами по себе и идеально подходят для изучения новых техник. Но при пайке этих металлов возникают уникальные проблемы с точки зрения дизайна и технического исполнения. Узнайте больше у координатора нашей студии Эрики Стайс.
Пайка меди и латуни может быть сложной задачей, но здесь, в нашей студии для сотрудников, мы используем недрагоценный металл для многих проектов.Все наши занятия для начинающих начинаются с этих двух металлов для изготовления смешанных металлических деталей. Мы используем их для изготовления сережек, кулонов и особенно манжет. Вы не можете найти металл, который покрывается патиной так же хорошо, как медь, или металл, который полируется так же легко, как латунь. Цветные металлы недороги и менее устрашающи, пока вы изучаете новые методы и инструменты.
Цветные металлы недороги и менее устрашающи, пока вы изучаете новые методы и инструменты.
Пайка недрагоценных металлов сильно отличается от пайки стерлинговым серебром или золотом. Поскольку медь является более сложным основным металлом, после успешной пайки с медью переход на чистое серебро становится легким переходом.
Понимание ваших материалов
- Пластичный = растяжение (если металл пластичный, его можно протянуть через вытяжную пластину без разрушения)
- Податливый = сжатый (если металл податлив, его можно ударить молотком или прокатить через прокатный стан)
Медь
Медное цветочное кольцо
Я люблю работать с медью! Он мягкий и податливый, легко покрывается патиной и улучшается с возрастом. Назовите меня наивным, но я подумал, что, поскольку он находится в Периодической таблице, он будет добываться в естественном состоянии.Но знаете ли вы, что в этой форме на самом деле содержится очень мало чистой меди? Вместо этого медь обычно содержится в рудах.
Для удаления меди из этих различных типов руд требуется множество шагов. Каждый шаг очень важен, потому что он отделяет нежелательные материалы, тем самым улучшая чистоту меди. Этапы процесса извлечения меди увлекательны, но при этом образуются опасные отходы, вредные для окружающей среды. К счастью, в Соединенных Штатах мы перерабатываем более половины используемой меди, и этот процент растет.
Если вы ищете забавный дизайн для практики, попробуйте этот пошаговый проект медного цветочного кольца.
Латунь
Металлическая латунь — это в основном комбинация меди и цинка. Она пластична и податлива, как чистая медь. Существует более 60 различных типов латунных сплавов, но два самых популярных типа для ювелиров — это желтая латунь (медь 67%, цинк 33%) и красная латунь (медь 84%, цинк 15%, железо 0,05%, свинец 0,05%). .
Планирование вашего дизайна
Теперь, когда вы понимаете, с какими материалами вы работаете, следующим этапом будет планирование вашего дизайна. Когда я планирую дизайн своих украшений, я имею в виду, что использую серебряный припой, а не медный припой. На это есть причины. Медный припой очень хрупкий, поэтому он часто ломается при текстурировании или перемещении детали после пайки. Другая причина в том, что это не точное совпадение цвета после того, как он припаивается к детали. Но основная причина, по которой я решил не использовать его, заключается в том, что для медного припоя существует только одна температура текучести. Нет доступных мягких, средних или твердых медных припоев, что затрудняет создание многоступенчатых припоев.Я предпочитаю работать с ювелирным припоем и просто планирую видимые стыки, которые в результате получатся.
Когда я планирую дизайн своих украшений, я имею в виду, что использую серебряный припой, а не медный припой. На это есть причины. Медный припой очень хрупкий, поэтому он часто ломается при текстурировании или перемещении детали после пайки. Другая причина в том, что это не точное совпадение цвета после того, как он припаивается к детали. Но основная причина, по которой я решил не использовать его, заключается в том, что для медного припоя существует только одна температура текучести. Нет доступных мягких, средних или твердых медных припоев, что затрудняет создание многоступенчатых припоев.Я предпочитаю работать с ювелирным припоем и просто планирую видимые стыки, которые в результате получатся.
Вы можете решить проблему соединения разного цвета в ваших проектах множеством способов.
Медный браслет с проволочной обмоткой
- Внесите пайку в свой дизайн. Например, добавьте серебряные украшения, чтобы серебристый цвет стал частью украшения.
- Скройте соединения, обернув их проволокой.
- Припаяйте детали в поту так, чтобы припой был под ними и был скрыт от глаз.
- Покройте всю деталь однородной металлической отделкой, как только она будет полностью изготовлена.
- Патина на деталь (серебряный припой не патинирует так же хорошо, как медь, поэтому я сначала окунаю всю деталь, а затем использую печень серы, наносимую кистью на само соединение).

Подготовка меди и латуни
Подвеска «Медный слон»
Подготовка металлов перед пайкой ювелирных изделий имеет решающее значение. Игнорирование только этого шага действительно может стать разницей между успехом и неудачей, когда вы пытаетесь паять.Первое, что вам нужно сделать, это проверить свое присоединение. Эти две части (или концы) должны идеально подходить друг к другу. Если их трудно увидеть, поднесите их к источнику света и посмотрите, не просвечивает ли какой-нибудь свет через соединение. Если да, используйте наждачную бумагу, напильники, пилу или что-нибудь еще, пока соединение не станет плотным.
Теперь, когда вы завершили первую часть подготовительной работы, вы можете перейти ко второму шагу, который заключается в очистке вашей детали. Недрагоценные металлы — это грязные материалы, и вся эта грязь, сажа и масло должны быть удалены, чтобы они не мешали припою.Возьмите наждачную бумагу с зернистостью 600 или 800 и потрите ею стыки, по которым будет течь припой. Когда вы закончите, не трогайте его в том месте, где вы его шлифовали, иначе вы снова загрязните его, и вам придется снова шлифовать.
Теперь можно готовиться к пайке.
Пайка меди и латуни
Припой
Паять медь может быть сложно. Он плавится при температуре 1983 градусов по Фаренгейту, что очень много по сравнению с другими металлами! Для сравнения: золото 14 карат плавится при температуре 1615 градусов по Фаренгейту, стерлинговое серебро — при 1640 градусах по Фаренгейту, латунь — при 1650-1724 градусах по Фаренгейту, а чистое серебро — при 1761 градусе F.Добавьте 222 градуса по Фаренгейту к последней температуре, и вы наконец расплавите медь. Это много тепла, и некоторые факелы просто не могут его растопить. Но что, если ваша цель — просто припаять? Это отличный вопрос.
Это много тепла, и некоторые факелы просто не могут его растопить. Но что, если ваша цель — просто припаять? Это отличный вопрос.
Совет: Пламя не плавит припой, а металл.
Это означает, что сколько бы вы ни держали пламя над припоем, оно просто не будет течь. Припой не растечется по холодному металлу. Вы всегда должны сосредотачиваться на нагревании металла, и когда он станет достаточно горячим, припой потечет.Итак, как видите, действительно важно, чтобы металл был достаточно горячим, чтобы достичь температуры точки текучести припоя. Мы используем серебряный припой, когда работаем с медью и латунью, поэтому это наша справочная таблица, когда нам нужно увидеть температуру потока:
Количество цинка в металле снижает температуру плавления, поэтому латунь плавится при более низкой температуре, чем чистая медь. Как вы можете видеть на диаграмме выше, вы можете использовать любой серебряный припой на меди или латунном металле, но точки потока припоя различаются у разных поставщиков, поэтому всегда проверяйте точки потока припоев, которые вы выбираете.
Наконечники и пламя для фонарей
Складчатая латунная манжета с медью CZ
очень быстро окисляется, поэтому вам нужно как можно быстрее нагреть ее, пока она не станет слишком грязной. В этом поможет флюс, а паста Handy Flux отлично работает с медью и латунью. Тем не менее, флюс может расплавиться быстрее, чем успевает растечь припой, поэтому тщательно выбирайте наконечник горелки, потому что тепло будет вашим другом номер один при пайке металлов.
Примечание. Здесь мы используем резак Smith, подключенный к баллонам с воздухом / ацетиленом .У нас есть три факела на все, что мы здесь делаем, и это идеальное число для нас. Маленький наконечник используется для небольших паяных соединений (переходные кольца, стойки для серег), средний наконечник используется для большинства деталей для пайки (кольца, подвески), а большой наконечник используется для больших работ (манжеты, отжиг, ). и плавка).
Советы по устранению неисправностей при пайке латуни и меди:
Припой не течет:
- Металл мог быть слишком грязным / окисленным
- Наконечник горелки слишком мал для необходимого тепла
- Неправильное топливо для работы
- Неверный флюс / флюс не используется
Недостаточно тепла:
- Используйте наконечник резака большего размера
- Создайте замкнутое пространство для пайки с помощью огнеупорных кирпичей или паяльных кирпичей
- Припой к угольному блоку (угольные блоки отражают тепло, которое значительно нагревает изделие)
Латунь при травлении становится розовой (цинк выгорел, поэтому на поверхности осталась только медь)
- Используйте наждачную бумагу или 3-метровые диски с радиальной щетиной на вращающемся инструменте, чтобы удалить
- Поместите украшение в емкость, наполненную рассолом и небольшим количеством перекиси водорода. Удалите его, когда он будет чистым (не оставляйте его в смеси!)
 Удалите его, когда он будет чистым (не оставляйте его в смеси!)
Удалите его, когда он будет чистым (не оставляйте его в смеси!)Серебряные пайки выделяются разницей в цвете:
- Пластина! Поместите украшение в рассол, добавьте кусок стали, дайте медной пластине соединиться припоем, удалите украшения и сталь из рассола. Вы не сможете повторно использовать рассол после меднения.
- Окислить украшение
- Дополнительные идеи см. В разделе «Планирование дизайна» выше
.
Научитесь паять
Вот еще отличные паяльные изделия:
5 шагов для начала пайки серебром
3 наконечника для пайки ювелирных изделий
Типы серебряных припоев, используемых в ювелирных изделиях
Пайка ювелирных изделий 101: Огненная чешуя и травление
Halstead — один из ведущих дистрибьюторов качественных ювелирных изделий в Северной Америке. В этом году компании исполняется 46 лет. Halstead специализируется на оптовых продажах фурнитуры, цепочек и металлов для художников-ювелиров.
В этом году компании исполняется 46 лет. Halstead специализируется на оптовых продажах фурнитуры, цепочек и металлов для художников-ювелиров.
Есть вопросы? Напишите нашему координатору студии Эрике Стайс по адресу [email protected]. Мы хотели бы услышать от вас. К сожалению, поддержка студии недоступна по телефону. Только электронные письма, пожалуйста.
Артикул:
http://www.madehow.com/Volume-4/Copper.html: Как производятся продукты подробно объясняет весь процесс извлечения меди.Это отличное чтение!
Можно ли паять медную проволоку? Вот как! — Welding Mastermind
Соединение медных проводов посредством пайки может быть необходимо для ремонта электроники или может быть использовано для широкого спектра художественных проектов из металла. Пайка — это процесс использования расплавленного присадочного металла (припоя) для соединения желаемых металлических частей. Вы можете использовать метод пайки на меди, используя правильный тип припоя и тщательно работая над соединением проводов.
Читайте дальше, чтобы следовать нашему пошаговому руководству по успешной пайке медной проволоки.Соблюдение каждого шага необходимо для правильного закрепления проводов и безопасного выполнения задачи. Ваша безопасность должна быть главным приоритетом при пайке или использовании аналогичных электроинструментов.
Приобретите паяльное оборудование
Для правильной пайки медных проводов вам понадобится всего несколько вещей. Хотя для этого процесса не требуется много предметов, поиск качественных материалов и их правильное использование имеют важное значение для правильного завершения работы.
Для пайки медной проволоки вам понадобятся следующие предметы:
- Паяльник: Этот портативный инструмент нагревается до расплавления припоя вокруг медной проводки.Убедитесь, что вы следуете инструкциям на конкретном утюге для настройки температуры и правильного использования. Паяльные инструменты для электрических приложений должны быть в диапазоне 25-30 Вт.
- Припой: Для достижения наилучших результатов используйте припой электрического класса, поскольку он прочнее и обеспечивает более надежное соединение, чем другие припои. Этот тип припоя специфичен для электрических применений, так как другие могут повредить компоненты провода. Ищите припой, в котором говорится, что он использует флюс канифоли.
- Губка: Для очистки жала паяльника перед использованием вам понадобится влажная губка, чтобы избежать попадания мусора.
- Устройства для зачистки проводов (при необходимости): Изоляция должна быть удалена с участка для непосредственного доступа к проводам.
- Термоусадочная трубка: При желании она будет использована для повторной изоляции на конце. Если вы планируете это сделать, трубку нужно будет поместить на один конец проволоки, прежде чем соединять их вместе.

При ограниченном количестве необходимых материалов пайка в домашних условиях является относительно недорогим и простым процессом.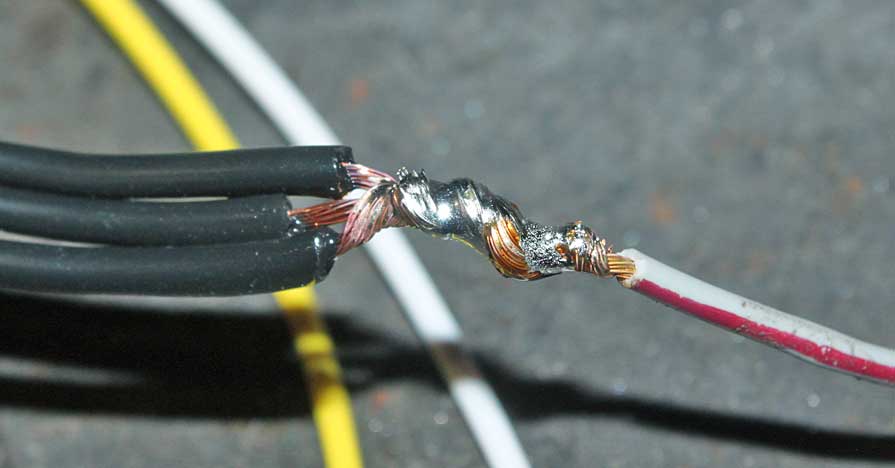 Паяльные материалы обычно входят в комплекты, которые предоставляют вам все необходимые материалы для правильной пайки в различных областях применения.
Паяльные материалы обычно входят в комплекты, которые предоставляют вам все необходимые материалы для правильной пайки в различных областях применения.
Источник: Maker’s Space, ToolBoom
Соблюдайте важные правила техники безопасности
Паяльники могут нагреваться до температуры 800 ° F (400 ° C), и с ними следует обращаться осторожно. Поскольку вы работаете с опасным оборудованием, меры предосторожности должны быть высшим приоритетом перед началом любого проекта.
Наиболее важные меры безопасности, которые следует учитывать при пайке, включают:
- Используйте СИЗ: Вы должны носить защитные очки, чтобы предотвратить разбрызгивание припоя во время процесса.
- Припой в вентилируемом помещении: Пары, выделяемые расплавленным припоем, могут быть токсичными при вдыхании в высоких концентрациях. Хорошо проветриваемое место предотвратит возможные раздражения.
- Проверьте параметры мощности и мощности: Убедитесь, что ваш паяльник настроен на правильные параметры мощности и нагрева при работе с медным проводом. Отдельный инструмент должен сопровождаться инструкциями по использованию настроек.
- Используйте подставку для паяльника: Во избежание любого контакта с паяльником установите паяльник обратно в подставку.Любой контакт с рабочей поверхностью может быть опасен.
- Провода должны быть отсоединены: Медные провода ни в коем случае нельзя вставлять или использовать при пайке. Убедитесь в отсутствии электрического тока.
 Отдельный инструмент должен сопровождаться инструкциями по использованию настроек.
Отдельный инструмент должен сопровождаться инструкциями по использованию настроек.Тщательная работа не только защитит вас и окружающих, но также приведет к наилучшей пайке и эффективному соединению проводов.
Источник: Университет Стони Брук, Университет штата Орегон
Изоляция проводов (при необходимости)
Медная проводка должна быть полностью доступной для использования припоя при эффективном соединении материалов.Это означает, что необходимо удалить всю изоляцию проводов в зоне пайки. Если вам нужно удалить изоляцию, на этом этапе вы воспользуетесь инструментами для зачистки проводов.
Большинство инструментов для зачистки проводов имеют инструкции на самом инструменте для различных размеров проводов. Вы поместите провод в отмеченное отверстие, зажмете и пропустите его через инструмент. Это снимет изоляцию с провода. Мы рекомендуем удалить немного больше изоляции, чем требуется, чтобы пайка не соприкасалась с изоляцией.
Источник: Helpful DIY
Переплетите медные провода для соединения материалов
При повторном соединении медных проводов их необходимо переплетать и перенастроить так, чтобы все провода плотно соприкасались. Для этого аккуратно разложите каждый конец проводов, которые вы планируете соединить. Обычно они плотно скручены, но вы можете слегка распушить их, чтобы они выглядели как щетина на метле.
После того, как оба набора проводов разложены, вы можете поместить их друг в друга, чтобы провода были переплетены и встроены друг в друга.Затем вы можете скрутить провода вместе, чтобы создать прочное и стабильное соединение между обеими сторонами. Вы можете посмотреть, как соединить провода, в этом видео.
Вы можете посмотреть, как соединить провода, в этом видео.
При этом провода снова соединяются, но это не окончательное решение, поэтому необходимо выполнить описанные ниже действия по пайке.
Нагревательный паяльник
Следуйте инструкциям на вашем утюге для правильного нагрева. Припой плавится при температуре 180-190 ° C (360–370 ° F), но железо может достигать гораздо более высоких температур. Температура, на которую вы устанавливаете утюг, будет зависеть от модели утюга, в частности от жала.Наконечники с большей площадью поверхности и большей мощностью, возможно, не нужно устанавливать так высоко для эффективного плавления припоя.
После того, как паяльник нагреется до необходимой температуры, наиболее ответственный шаг — протереть жало влажной губкой. Эта губка должна быть влажной, чтобы удалить возможный мусор, оставшийся на утюге, и избежать пригорания губки. Если наконечник не протереть, может произойти окисление из-за налипания на более высоких уровнях.
Источник: Metcal
Нанесите пайку на медный провод
После выполнения всей этой подготовки вы можете теперь нанести пайку на медный провод.Для этого выполните следующие действия по порядку:
- Безопасные провода для пайки: У вас есть только две руки, которые будут использоваться для удержания припоя и утюга. Закрепите обе стороны соединенной проволоки, чтобы они не двигались при прикосновении к утюгу. Они должны быть приподняты над рабочим пространством, чтобы у вас был доступ к области под проводами.
- Поместите паяльник под провод: Коснитесь кончиком паяльника медных проводов. Это нагреет проволоку, чтобы припой расплавился.Ваш припой будет нанесен напротив утюга (поверх проволоки).
- Расплавленный припой: Сначала поместите припой на наконечник, чтобы он расплавился. Затем вы будете перемещать припой вверх и вниз по верхней части провода, чтобы покрыть его тонким слоем. Использование слишком большого количества припоя затруднит прохождение электрического тока через провод с дополнительным сопротивлением. Паяльник не будет двигаться во время этого процесса.
- Удалите излишки припоя: Если есть комки или избыток припоя, вы можете повторно нанести утюг, чтобы расплавить припой и дать излишкам расплавиться.Это нужно сделать после охлаждения, чтобы изучить результаты.
Источник: TWI, Science Buddies
Изолируйте проводку термоусадочной трубкой
После того, как пайка полностью остынет, вы можете повторно изолировать область с помощью термоусадочной трубки. Хотя этот шаг не является обязательным, он придает проволоке законченный вид и предотвращает ее обнажение. Вам нужно будет найти трубку, размер которой близок к размеру используемых вами проводов, и убедиться, что вы используете более длинный кусок, чем желаемая площадь для покрытия.
Для усадки трубки вокруг проводов следует использовать тепловые пушки. Перемещайте тепловую пушку вперед и назад, чтобы равномерно распределить тепло по всей поверхности. Делайте это до тех пор, пока трубка плотно не закрепится вокруг ранее открытого участка.
Пайка медного провода эффективно
Хотя пайка медного провода — довольно простая задача, необходимо внимательно выполнять каждый шаг, чтобы обезопасить вас и убедиться, что вы выполните работу правильно с первого раза. Самое важное, о чем следует помнить, — это умеренное использование пайки.Вы должны покрыть область достаточно, чтобы обеспечить перенастройку проводов, но не препятствовать плавному перемещению электрического тока.
Amazon.com: Адорнвилл, 93% медный припой, улучшенный подбор цветов Проволока 18 калибра 10-футовые катушки: Искусство, Ремесло и Шитье
Amazon’s Choice выделяет высоко оцененные продукты по хорошей цене, доступные для немедленной отправки.
Amazon
Выбор
в Solder от Adornville
В настоящее время недоступен.
Мы не знаем, когда и появится ли этот товар в наличии.
- Лучшее сочетание цвета меди для улучшения внешнего вида паяных соединений
- Обязательно очистите и обработайте флюсом припой и соединяемую медь.
- Поставляется с жалами для пайки для достижения наилучших результатов
- Каждая упаковка содержит 10 футов припоя без кадмия.
Как паять медь | HowStuffWorks
Припой — это металл или металлический сплав, который при расплавлении используется для соединения металлических поверхностей [источник: Merriam-Webster].Пайка работает за счет капиллярного действия. Когда труба и фитинг нагреваются, паяльный материал касается стыка. Тепло плавит паяльный материал, и под действием капиллярности материал всасывается в стык, герметизируя его. Как только паяльный материал остынет, образуется воздухонепроницаемое соединение, герметизирующее трубку и фитинг. При пайке меди вы должны убедиться, что паяльный материал имеет более низкую температуру плавления, чем медь, иначе трубка расплавится раньше, чем припой [источник: Solder Wire].
Вот что вам понадобится для пайки меди:
- Пропановая горелка
- Паяльная проволока
- Наждачная бумага
- Медная труба
- Флюс
- Медный фитинг
Вот что вы сделаете:
- Отрежьте трубу Отрежьте трубу до нужной длины. Поскольку медь — мягкий металл, ее можно разрезать труборезом. Если труба побольше, может понадобиться ножовка.
- Очистите трубу Важно очистить трубу от ржавчины.Протрите наждачной бумагой конец трубы и внутреннюю часть трубы.
- Нанесите флюс Нанесите толстый слой флюса (жидкого металла) на внутреннюю часть фитинга, к которой будет припаяна трубка, и на внешнюю сторону трубки. Поместите фитинг на конец трубки и поверните его так, чтобы флюс распространился равномерно.
- Нагрейте и припаяйте трубку. Оставьте фитинг на медной трубке. Нагрейте соединение прямым теплом от пропановой горелки в течение примерно 20 секунд.Когда вы считаете, что соединение достигло нужной температуры, коснитесь паяльной проволокой соединения. Припой расплавится и попадет в стык между трубкой и фитингом. Когда вы видите, как расплавленный припой льется и капает, вы понимаете, что пора остановиться.
- Протрите стык Дайте стыку немного остыть. Сложите влажную тряпку несколько раз, чтобы не обжечь руку, и сотрите излишки припоя с стыка, пока стык еще немного горячий. Убедитесь, что соединение плотно [источник: медь].
Как припаять медную трубу (важные советы !!)
Сжечь свой дом дотла…
Это первое, что приходит на ум, когда вы думаете о пайке медных труб?
Может быть, я единственный, кто так думает, лол.
В первый раз мне пришлось паять трубу в отсеке для балок на нашей кухне.
В нашей трубе образовалась мелкая дыра, и потолок медленно превратился в кашу.
Пайка на удивление проста, если вы изучите все основы.
Я уверен, что после прочтения или просмотра сегодняшнего руководства вы сможете паять медь за 1 час или меньше.
Эти инструменты и расходные материалы делают пайку намного проще.
Обучение пайке медных труб начинается с резки и подготовки.
Итак, приступим: D
Резка и подготовка медных труб (это веселее, чем Lego)
Для резки медных труб используется множество различных инструментов.
Два моих любимых инструмента — труборез AutoCut и Ridgid No.15.
Инструменты AutoCut зажимают трубу, и вы просто поворачиваете их в соответствии со стрелкой.
У них нет развертки для удаления заусенцев. Так что вам придется делать это с помощью отдельного инструмента для развёртывания.
Ridgid № 15 (который я дал в другом руководстве) режет медную трубу и имеет расширитель.
Отлично подходит для труб на открытых пространствах, а инструмент AutoCut отлично подходит для труб в узких местах.
Всегда расширяйте медную трубу изнутри, а затем очищайте ее металлической щеткой или наждачной бумагой.
Продуйте трубу, чтобы убедиться, что все медные биты удалены.
Никогда не кладите только что очищенную трубу.
Грязь на трубе будет мешать пайке.
Нанесите тонкий слой флюса на внешнюю сторону медной трубы.
Я говорю «тонкий», потому что вы не хотите, чтобы избыток флюса попадал внутрь трубы, это может привести к точечной коррозии и, в конечном итоге, утечкам через отверстия.
Проволочной щеткой очистите внутреннюю поверхность любого фитинга и выдуйте его.
Снова нанесите тонкий слой флюса на внутреннюю часть фитинга.
Соберите трубы и фитинги.
Убедитесь, что трубы максимально плотно прилегают к фитингам.
Теперь вы готовы приступить к пайке.
Woohoo, пусть начнется веселье !!
Пайка медной трубы (играть с огнем всегда весело!)
Огнетушители необходимы при пайке.
Как бы я ни любил играть с огнем, я все же не хочу сжечь свой дом.
Противопожарные экраны предотвращают возгорание гипсокартона или шпилек, но они могут тлеть.
Если вы видите дым, идущий из отсека для шипов, опрыскайте его водой, чтобы предотвратить возгорание.
Безопасность прежде всего!
Пропановые горелки доступны по цене и подходят для любых паяльных работ своими руками.
Синий конус — самая горячая часть пламени.
Установите конус на 1-2 дюйма трубы за фитингом. Нагрейте этот отрезок трубы примерно 10 секунд.
Затем поместите пламя сразу за чашкой фитинга.
Перемещайте пламя вперед и назад, чтобы нагреть всю площадь фитинга.
При этом постоянно промажьте переход фитинга / трубы припоем.
Сгорать флюс очень просто. D
Нанесение припоя позволит вам использовать наименьшее количество тепла, необходимого для пайки ваших труб.
Не волнуйтесь, я покажу вам, как это сделать, в моем видео.
Мне очень хотелось, чтобы в видео было много замечательных советов, поэтому оно получилось немного длинным.
Вы будете паять примерно через 1 час 😀
Что дальше
Мой самый большой совет — практиковаться, практиковаться, практиковаться.Серьезно, сумка с 90-градусной фурнитурой стоит всего 4 доллара.
Купите 2-футовую секцию медной трубы и прикрепите 8-10 фитингов, и вам будет очень удобно паять медную трубу.
Если вы все еще не хотите паять медь, вы можете узнать, как починить трубу, используя эти советы.
Возьмите наше бесплатное руководство, если вы делаете ремонт ванной комнаты своими руками — в нем рассказывается, как отремонтировать ванную комнату за 10 дней или меньше
Отправить мне руководство
Как всегда, спасибо за чтение, просмотр и участие наше потрясающее сообщество.
Задайте свои вопросы ниже, и мы будем рады помочь.
Ура,
P.S. В нашем интернет-магазине есть отличные товары для домовладельцев, занимающихся ремонтом ванных комнат. Вы найдете душевые системы, инструменты для укладки плитки и многое другое.
Медь в вашем доме: сделай сам
Основы
Ремонт дома и проекты становятся все более популярными с каждым днем. Люди любят свои дома, проявляют к ним интерес и получают удовольствие от ощущения, что они могут поддерживать и улучшать их.При наличии правильных инструкций и подготовки домашний ремонт легко сделать самостоятельно, он может стать веселым семейным занятием и сэкономить деньги на вызове профессионала.
Медная сантехника основана на процедуре, называемой пайкой, и это не так сложно, как вы думаете. Следующие ниже инструкции и методы позволяют создать герметичные паяные соединения между трубкой и фитингами из меди и медного сплава. Следуя этим простым инструкциям и не забывая работать аккуратно, вы сможете получить идеально спаянные соединения.
1. ИЗМЕРЕНИЕ
Измерьте и отметьте трубку карандашом.
2. РЕЗКА
Отрежьте трубку до измеренной длины. Резку можно выполнить несколькими способами. Трубку можно разрезать дисковым труборезом, ножовкой, абразивным кругом, стационарной или переносной ленточной пилой. Необходимо следить за тем, чтобы трубка не деформировалась во время резки. Независимо от метода разрез должен быть перпендикулярен длине трубки, чтобы трубка правильно сидела в колпачке фитинга.
3. РАЗВЕРТЫВАНИЕ
Разверните все обрезанные концы труб до полного внутреннего диаметра трубки, чтобы удалить небольшой заусенец, образовавшийся при разрезании. Это очень важно. Если эту шероховатую внутреннюю кромку не удалить расширением, может возникнуть эрозионная коррозия из-за локальной турбулентности и увеличения локальной скорости потока в трубе. Правильно развернутый кусок трубы обеспечивает гладкую поверхность для лучшего потока.
Удалите все заусенцы на внешней стороне концов трубок, образовавшиеся в результате резки, чтобы обеспечить надлежащий вход трубки в колпачок фитинга.
К инструментам, которые можно использовать для развёртывания концов трубок, относятся расширительное лезвие на трубореза, полукруглые или круглые напильники, карманный нож или подходящий инструмент для удаления заусенцев. При использовании мягкой трубки вы должны быть очень осторожны, чтобы не деформировать конец трубки из-за чрезмерного давления.
4. ЧИСТКА
Удаление всех оксидов и поверхностного масла с концов трубок и фитингов имеет решающее значение для правильного поступления металлического припоя в соединение. Если их не удалить, это может повлиять на капиллярное действие, снизить прочность сустава и вызвать разрушение.
Слегка очистите концы трубок с помощью песчаной ткани или нейлоновой абразивной губки на расстоянии, немного превышающем глубину чашек фитинга.
Очистите чашки фитинга, используя абразивную ткань, абразивные губки или подходящую щетку подходящего размера.
Капиллярное пространство между трубкой и фитингом составляет приблизительно 0,004 дюйма. Металлический припой заполняет этот зазор за счет капиллярного действия. Это расстояние имеет решающее значение для металлического припоя, чтобы попасть в зазор и образовать прочное соединение.
Медь — относительно мягкий металл.Если удалить слишком много материала с конца трубы или чашки фитинга, неплотная посадка может привести к плохому соединению.
5. НАНЕСЕНИЕ ФЛЮКСА
Используйте флюс, который растворяет и удаляет следы оксида с очищенных поверхностей от повторного окисления во время нагрева и способствует смачиванию поверхностей металлическим припоем.
ПРЕДУПРЕЖДЕНИЕ: Не наносить пальцами. Химические вещества, содержащиеся в флюсе, могут быть опасными при попадании в глаза, рот или открытые порезы. Будьте осторожны при нанесении флюса.Небрежное обращение может вызвать проблемы спустя долгое время после установки системы. Если используется чрезмерное количество флюса, остатки флюса могут вызвать коррозию. В крайних случаях такая флюсовая коррозия может пробить стенку трубы, фитинга или и того, и другого.
6. СБОРКА И ОПОРА
Вставьте конец трубки в чашку фитинга, убедившись, что трубка прилегает к основанию чашки фитинга. Небольшое вращательное движение обеспечивает равномерное покрытие флюсом. Удалите излишки флюса с внешней стороны шва ватной тряпкой.
Поддержите трубку и фитинг в сборе, чтобы обеспечить равномерное капиллярное пространство по всей окружности соединения. Равномерность капиллярного пространства обеспечит хороший капиллярный поток расплавленного припоя. Чрезмерный зазор в стыках может привести к растрескиванию припоя в условиях напряжения или вибрации.
Теперь соединение готово к пайке. Подготовленные и готовые к пайке соединения должны быть завершены в тот же день, а не оставлены незавершенными на ночь.
7. ОТОПИТЕЛЬ
Начните нагревание пламенем перпендикулярно трубке.Медная трубка проводит первоначальное тепло в чашку фитинга для равномерного распределения тепла в области соединения. Степень предварительного нагрева зависит от размера стыка. Предварительный нагрев сборки должен охватывать всю окружность трубы, чтобы довести до подходящего состояния предварительного нагрева. Однако для стыков в горизонтальном положении избегайте прямого предварительного нагрева верхней части стыка, чтобы избежать сжигания паяльного флюса. Практика и опыт укажут на количество тепла и необходимое время.
Затем переместите пламя на чашку фитинга. Переместите пламя поочередно между чашкой фитинга и трубкой на расстояние, равное глубине чашки фитинга. Опять же, предварительно нагрейте окружность, как описано выше, с горелкой у основания чашки фитинга. Прикоснитесь припоем к стыку. Если припой не плавится, удалите его и продолжайте нагревание.
ВНИМАНИЕ: Не перегревайте соединение и не направляйте пламя на поверхность чашки фитинга. Перегрев может сжечь флюс, что снизит его эффективность, и припой не попадет в соединение должным образом.
Когда припой расплавится, приложите тепло к основанию чашки, чтобы способствовать капиллярному действию в втягивании расплавленного припоя в чашку к источнику тепла.
Тепло обычно подается с помощью воздушно-топливной горелки. В таких горелках используется ацетилен или сжиженный газ. Также можно использовать электроды для пайки сопротивлением. В них используются нагревательные электроды, и их следует учитывать, когда возникает проблема с открытым пламенем.
8. НАНЕСЕНИЕ ПАЙКИ
Для соединений в горизонтальном положении начните наносить припой немного не по центру в нижней части соединения.Когда припой начнет плавиться от тепла трубки и фитинга, протолкните припой прямо в соединение, удерживая горелку у основания фитинга и немного впереди точки нанесения припоя. Продолжайте эту технику через нижнюю часть фитинга и вверх с одной стороны к верху.
Теперь затвердевший припой в нижней части соединения создал эффективную перегородку, которая предотвратит вытекание припоя из соединения при заполнении боковой и верхней части соединения.
Вернитесь к начальной точке, слегка перекрывая друг друга, и продолжайте движение вверх по незавершенной стороне к вершине, снова с небольшим перекрытием. Во время пайки за точкой нанесения припоя могут появиться небольшие капли, указывающие на то, что соединение до этого момента заполнено и больше не будет принимать припой. На протяжении всего процесса используются все три физических состояния припоя: твердое, пастообразное и жидкое.
Для стыков в вертикальном положении выполните аналогичную последовательность проходов внахлест, начиная с любого удобного места.
9. ОХЛАЖДЕНИЕ И ОЧИСТКА
Дайте готовому стыку естественным образом остыть. Шоковое охлаждение водой может вызвать нагрузку на сустав. Когда остынет, удалите остатки флюса влажной тряпкой.
Как припаять медную трубу
Припаять медную трубу очень просто. Просто посмотрите видео целиком и не забудьте использовать бессвинцовый припой. Я паял медные трубы в течение многих лет и поверьте мне, я видел свою долю грязной работы и неудач. Давайте разберем это на несколько простых шагов.
Очистка трубы
Я знаю, что знаю, вы только что купили красивую блестящую трубу и фитинги и думаете, что все в порядке. Это далеко от правды. Несмотря ни на что, вы должны очистить все участки, на которых будет работать припой. Либо наждачной бумагой, либо проволочной щеткой. Пока думаю об этом. Мое практическое правило — проволочная щетка на внутренней стороне фитингов и бумага на внешней стороне, фитингах или трубах.
Fluxing The Pipe
О, да, это беспорядок, О, вы можете так не думать, но когда вы закончите, вы поймете, что я имею в виду.Хорошее мыло для мытья рук. Итак, что такое Flux? Я просто говорю людям, что это кислота. Но на самом деле это химическое чистящее средство и многое другое. Вам нужно это использовать. Попробуйте без него, и вы скоро поймете, почему. Припой никогда не подумает о прилипании.
Пайка трубок
Короче говоря, есть два вида припоя. Припой со свинцом и припой без свинца. Свинцовый припой легче поддается пайке. Но я уверен, что вы думаете «свинец», вода! И вы будете правы. Если в трубах, которые вы паяете, будет питьевая вода, воспользуйтесь припоем без свинца.Просто правильно. 60/40 — довольно распространенное явление. 60% олова 40% свинца. Без свинца можно сказать 95/5, что составляет 5% сурьмы, 95% олова.
Использование тепла
А теперь давайте не будем думать, что вам нужна одна из этих крутых ацетиленовых горелок. Эй, да, они классные, но совсем не нужны. Они хороши для пайки гораздо больших труб, а также если вы много работаете. Я имею в виду, что у меня есть один, и я использую его, когда могу. Однако, если у меня его нет, я просто хватаю пропановую горелку и ухожу. Я даже не думаю об этом.И да, для пайки медных трубок подойдет пропан. И это дешево. Да, конечно, вы можете использовать желтый бак, аксес карту газа.