Содержание
Как выбирать сэндвич трубу длядымохода
Сэндвич труба состоит из внутренней и наружной трубы, между которыми расположен теплоизолятор.
Начнем выбор сэндвич трубы с ответа на вопрос — как узнать диаметры сэндвич трубы?
У отопительного агрегата есть патрубок, к которому подключается дымоход. Диаметр патрубка указан в инструкции. Именно такого диаметра и будет внутренний контур сэндвич трубы. Если есть возможность, проверьте диаметр патрубка с помощью рулетки или штангенциркуля, т.к. у некоторых производителей могут быть определенные допуски по размерам.
Читайте также: Какого диаметра должен быть дымоход? Можно ли его менять?
Наружный диаметр будет зависеть от толщины теплоизолятора. Самые популярные толщины теплоизолятора – 30, 50,100 милиметров.
Например, диаметр внутренней трубы 150 мм:
|
при толщине теплоизолятора |
наружный диаметр сэндвич трубы |
|
30 мм |
210 мм |
|
50 мм |
250 мм |
|
100 мм |
350 мм |
 youtube.com/embed/w-zfybYQQsg?feature=oembed» frameborder=»0″ allow=»autoplay; encrypted-media» allowfullscreen=»»>
youtube.com/embed/w-zfybYQQsg?feature=oembed» frameborder=»0″ allow=»autoplay; encrypted-media» allowfullscreen=»»>
Первое. Теплоизолятор в сэндвич трубе. Какой он может быть?
Сегодня самый распространенный вид теплоизолятора в сэндвич трубах – это каменная вата. Реже можно найти вариант с сыпучим теплоизолятором (перлит, вермикулит и т.п).
Смотрите видео: Зачем переделывать трубу с сыпучим теплоизолятором?
Большинство производителей используют «Роквул Вайред Мат». Но есть небольшое количество производителей, которые используют более дешевые аналоги, снижая общую безопасность всего дымохода.
Также, кроме марки и плотности теплоизолятора рекомендуем рассмотреть варианты установки теплоизолятора в сэндвич трубе – классический и безусадочный.
Какие проблемы у классического способа установки теплоизолятора?
Внутренняя труба сэндвича «болтается» в теплоизоляторе – проблема в том, что труба может вывалиться при монтаже.
Ещё одна проблема, которая может возникнуть уже после сборки дымохода — теплоизолятор уплотняется под собственным весом и может сползти вниз – образуются участки трубы без изоляции. А это, скорее всего, приведет к перегреву наружного контура и может стать причиной пожара.
Решение этих проблем, плюс 15% теплоизолятора на каждый метр трубы – безусадочный теплоизолятор с «Эко-кольцом».
Совет: выбираете сэндвич трубу? – спрашивайте, какой тип теплоизолятора установлен.
Толщина теплоизолятора в зависимости от типа отопительного агрегата
Второе. Наружный кожух сэндвич трубы. Как его делают?
Самый бюджетный вариант – оцинковка. В таком случае контур обычно собирают на фальц. Коррозия, особенно на фасонных изделиях, может начаться в течение первого года эксплуатации. Рекомендуем использовать такой вариант под покраску.
Коррозия, особенно на фасонных изделиях, может начаться в течение первого года эксплуатации. Рекомендуем использовать такой вариант под покраску.
Оптимальный вариант – нержавейка AISI 430 или любая другая ферритная нержавейка.
Обратите внимание на то, как собран наружный контур – на фальц или сварен встык.
|
|
Преимущества |
Недостатки |
|
Фальц |
+Дешевая технология |
-Затекание в вату через фальц -Ненадежное соединение -Сложности при монтаже |
|
Встык |
+100% газоплотность +Легкий монтаж |
-Придется поискать, у кого есть оборудование для сварки встык |
 youtube.com/embed/G3ZukwbitEM?feature=oembed» frameborder=»0″ allow=»autoplay; encrypted-media» allowfullscreen=»»>
youtube.com/embed/G3ZukwbitEM?feature=oembed» frameborder=»0″ allow=»autoplay; encrypted-media» allowfullscreen=»»>
Внутренний контур сэндвич трубы. Что нужно знать перед покупкой?
Во время работы на него приходится основная нагрузка, поэтому при выборе трубы дымохода обращайте внимание на то, как (сварена) и из чего (марка нержавейки) он сделан, а также на толщину нержавейки.
Третье. Из чего сделан?
Внутренние трубы из AISI 430 и прочих ферритных сталей даже не рассматриваем, т.к. это оптимальный вариант для наружного кожуха или для вентиляции.
Читайте также: Таблица нержавеек и их свойств
Четвертое. Как сделан?
Внутренний контур может быть сварен контактной сваркой на точку внахлест. Помимо того, что труба получается, не полностью проварена, в местах сварки будет скапливаться сажа. Когда потечет конденсат, он потечет, в том числе и в вату. А мокрая вата не выполняет свои функции и может появиться едкий запах при протопке.
А мокрая вата не выполняет свои функции и может появиться едкий запах при протопке.
Кстати, если внутри труба сварена на точку, то снаружи она будет скорей всего собрана на фальц. Т.е. затекание в теплоизолятор может произойти как по внутреннему контуру, так и по наружному.
Оптимальный вариант сборки внутренней трубы – сварка встык. Только такой вариант обеспечивает 100% газоплотность трубы.
|
|
Преимущества |
Недостатки |
|
На точку |
Дешевая технология |
-Затекание в вату через зазоры -Точка сварки — место для концентрации сажи |
|
Встык |
100% газоплотность — абсолютная герметичность |
-Придется поискать, у кого есть оборудование для сварки встык |
 youtube.com/embed/W8QB33Bndig?feature=oembed» frameborder=»0″ allow=»autoplay; encrypted-media» allowfullscreen=»»>
youtube.com/embed/W8QB33Bndig?feature=oembed» frameborder=»0″ allow=»autoplay; encrypted-media» allowfullscreen=»»>
Пятое. Толщина нержавейки.
Подбирается под диаметр дымохода, а также исходя из желаемого срока службы сэндвич трубы.
Чем больше диаметр трубы, тем более толстая стенка у неё должна быть. Так скажем, дымовые трубы диаметром свыше 200 мм рекомендуется делать из нержавеющей стали толщиной не менее 0,8 мм.
Внутренние трубы из AISI 430 и прочих ферритных сталей не рассматриваем, т.к. невозможно изменить химические свойства стали с помощью увеличения её толщины.
Рассмотрим оптимальный вариант, подходящий для большинства типов отопительных агрегатов (кроме дизельных) – нержавейку AISI 321.
|
Толщина нержавейки |
Срок службы* |
Гарантия на дымоход** |
|
0,5 мм |
от 10 до 12 лет |
10 лет |
|
0,8 мм |
от 12 до 17 лет | |
|
1 мм |
от 17 до 20 лет |
* Значение усредненное и зависит от интенсивности и режима эксплуатации
** Гарантия на дымоход Eco-Steel
youtube.com/embed/uHWwPUCTy_E?feature=oembed» frameborder=»0″ allow=»autoplay; encrypted-media» allowfullscreen=»»>
Отопительное оборудование УМК в Екатеринбурге — каталог производителя
«СЕКРЕТНЫЕ» ИНГРЕДИЕНТЫ ДЫМОХОДОВ УМК
В дымоходах «УМК» используется сталь AISI 439. Что же такого содержит эта сталь?
В её составе есть титан (Ti), наличие которого обеспечивает высокие прочностные и пластические свойства, а также предопределяет более высокую стабильность структуры этой стали при нагреве и сварке. Сталь AISI 439 устойчива к коррозии на воздухе (в том числе окислению при высоких температурах), в воде, в растворах многих щелочей и в большинстве органических кислот.
Использование титана во многих отраслях промышленности обусловлено тем, что его прочность примерно равна прочности стали при том, что он на 45% легче. Титан на 60% тяжелее алюминия, но прочнее его примерно вдвое.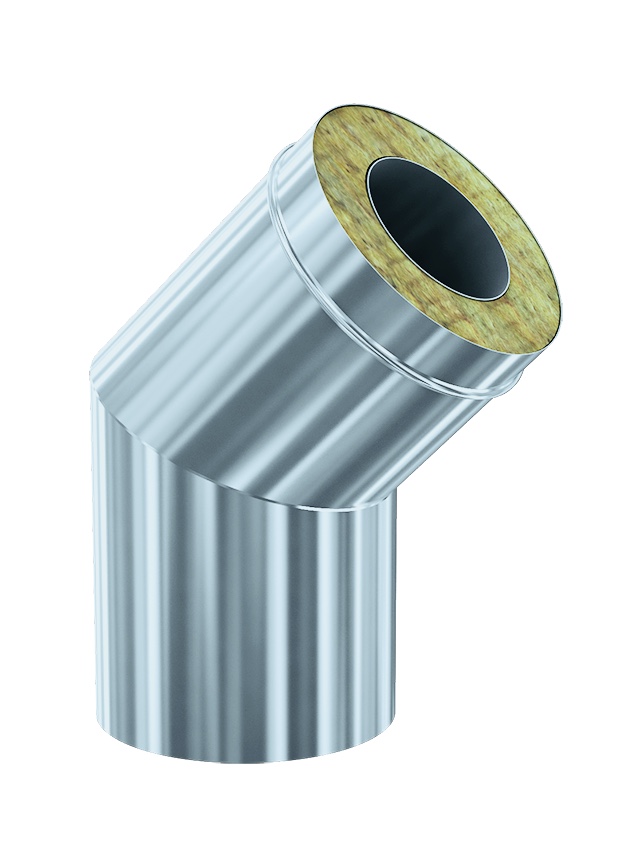 Устойчив к коррозии благодаря оксидной плёнке.
Устойчив к коррозии благодаря оксидной плёнке.
В отличие от аустенитных никельсодержащих марок, сталь AISI 439 не чувствительна к коррозионному межкристаллитному разрушению при температуре до 830° С, другими словами выдерживает более высокие температуры и нагрузки.
Это очень важное качество для дымоходов банных печей и других высокотемпературных устройств.
А что насчет распространенной AISI 430?
Сталь AISI 439 является модификацией AISI 430 за счет стабилизации титаном. Этот «секретный» ингредиент дает заметную прибавку в жаропрочности и коррозионностойкости. Так, например, температура начала окалинообразования у AISI 439 составляет 830° С, против 600° С у AISI 430.
При этом по коррозионностойкости сталь AISI 439 приближена к аустенитной AISI 304.
Отличить AISI 439 от AISI 430 легко. Добавка титана делает её матовой. И пусть зеркальный дымоход и выглядит на витрине более привлекательно, мы считаем, что лучше выбирать надежность, а не блеск!
Второй «секретный» ингредиент:
ТЕПЛОИЗОЛЯЦИЯ «СЭНДВИЧЕЙ УМК» — ВЕРМИКУЛИТ И «СУПЕРЭКОВЕР»
ВЕРМИКУЛИТ
Вермикулит — это минерал из группы гидрослюд, имеющих слоистую структуру. Вспученный вермикулит — материал, получаемый путем измельчения природного вермикулита и его кратковременного обжига в печи.
Вспученный вермикулит — материал, получаемый путем измельчения природного вермикулита и его кратковременного обжига в печи.
Характеристики вермикулита
— Низкая теплопроводность: коэффициент теплопроводимости 0.05 Вт/мК при температуре 25 гр. C.
Благодаря этому внутренняя труба остывает медленнее, что снижает образование конденсата.
— Высокая жаростойкость: температура плавления 1350° С.
Вермикулит не спекается, образуя пустоты, как распространенная минеральная вата. Поэтому не ухудшаются теплоизоляционные свойства и пожаробезопасность на протяжении всего срока службы.
— Экологически чистый: вермикулит безопасен для здоровья.
Тогда как наполнители на основе базальта при нагреве выше 200° С выделяют опасные канцерогены: формальдегид, фенол.
СУПЕРЭКОВЕР
Вермикулит – это сыпучий материал, поэтому с двух сторон его удерживают уплотнительные кольца из «суперэковера». Помимо предотвращения высыпания вермикулита, эти кольца центрируют внутреннюю трубу, что необходимо для легкой стыковки всех элементов дымохода.
Помимо предотвращения высыпания вермикулита, эти кольца центрируют внутреннюю трубу, что необходимо для легкой стыковки всех элементов дымохода.
«Суперэковер» выдерживает температуру 800° С в течение длительного времени, а температуру до 1000° С в течение 30 мин. По этому показателю он превосходит «эковер» и большинство других утеплителей, используемых при производстве дымоходов. При этом он обладает высокими прочностными характеристиками, отличается стабильностью объема и формы, долговечностью, имеет отличные параметры на сжатие и растяжение.
Что дают эти «секретные» ингредиенты?
Благодаря этим «секретным» ингредиентам сэндвич-дымоходы УМК имеют большой срок службы, легко собираются и монтируются. Для подтверждения этого мы решили провести испытания, чтобы наглядно сравнить сэндвич-дымоходы «УМК» с распространенными дымоходами из AISI 430 и базальтовой ваты. Ролик об этом можно посмотреть у нас на канале «УМК» в YouTube по этой ссылке.
Новинка: сэндвич-панели с наполнителем PIR
В СПК внедрили производство сэндивич-панелей с утеплителем нового поколения PIR.
PIR — теплоизоляция на основе пенополиизоцианурата. Благодаря своей структуре этот материал обладает самым низким показателем теплопроводности среди всех современных утеплителей. Химический состав материала позволяет выдерживать высокие температуры и исключает самостоятельное горение.
СПК производит стеновые и кровельные сэндвич-панели PIR толщиной от 50 до 250 мм на корейской автоматической линии. Изготавливается стеновая панель с замковым соединением типов — Z и S, кровельная типа K.
Вид, тип и основные размеры PIR-панелей
1. Панель стеновая толщиной 80 — 250 мм с замковым соединением типа — Z.
2. Панель стеновая толщиной 50, 60 мм с замковым соединением типа — S.
3. Панель кровельная с замковым соединением типа — К.
Характеристики PIR
- Низкая теплопроводность — от 0,021 Вт/м·К.
 Для сравнения у минеральной ваты этот показатель 0,039 Вт/м·К;
Для сравнения у минеральной ваты этот показатель 0,039 Вт/м·К; - PIR не размягчается и не плавится при воздействии высоких температур, его можно эксплуатировать от -70 до +120°С. Выдерживает воздействие открытого пламени;
- Нулевое водопоглощение. При полном погружении водопоглащение не превышает 1%;
- Сопротивляется паропроницанию. Коэффициент паропроницаемости PIR — 0,026 мг/м·ч·Па. У минеральной ваты коэффициент в 10-20 раз выше: 0,3 — 0,6 мг/м·ч·Па;
- PIR не выделяет вредных веществ в любых режимах эксплуатации — это экологически чистый и безопасный теплоизоляционный материал;
- Устойчив к воздействию агрессивных сред и имеет класс горючести Г1, что отличает его от аналогов, которые относятся к классам горючести Г3-Г4;
- Длительный срок эксплуатации по сравнению с другими теплоизоляционными материалами. Срок службы свыше 30 лет.
 Для сравнения у минеральной ваты этот показатель 0,039 Вт/м·К;
Для сравнения у минеральной ваты этот показатель 0,039 Вт/м·К;
Сэндвич-панели PIR отличаются от аналогов низкой теплопроводностью. Это позволяет использовать панели малой толщины и соответственно меньшего веса. Нагрузка на фундамент здания уменьшается. Высокие показатели огнестойкости, экологичность и долговечность PIR делает его передовым современным теплоизоляционным материалом.
Tanis Food Tec разрабатывает автоматический наполнитель сливок для сэндвич-печенья
Линия включает RotoPlant, который контролирует все с одной машины и одной системы управления; скребковый теплообменник RotoTemp для кристаллизации (пластификации) и RotoPlus для аэрации.
Меньше ручного труда
Задача TFT-RotoTemp — охладить крем перед заливкой, а затем частично кристаллизованный наполнитель под давлением подается на стержень трафарета с нужной плотностью, температурой и вязкостью.
Преимущества машины означают, что продукт может поддерживаться в идеальной точке SFC (содержание твердого жира).
«Задача (для производителей) состоит в том, чтобы повысить эффективность производства с меньшим количеством ручного труда при контролируемом удельном весе», — сказал основатель Питер Танис, TFT.
«Оригинальные линии по производству сэндвичей со сливками требуют значительных физических усилий для перекачивания тяжелых сливок, не перекачиваемых насосом, с лопатками от миксеров в резервуары для принудительной подачи.Если повторять слишком много раз, это может привести к травмам мышц и суставов.
«В одном конкретном случае профсоюзы налагали штрафы на клиента, если они не решали эту проблему.
«Компания TFT разработала систему, полностью исключающую необходимость ручной работы, и теперь все может передаваться через насосы».
По словам Таниса, существует множество конфигураций продуктов и начинок для печенья, включая слоистое мягкое печенье, проволочную резку, вращающееся и слоистое печенье.
За последние 25 лет компания TFT установила множество линий для производства различных начинок для сэндвичей, таких как крем, карамель, дульсе де лече, зефир, фрукты, арахисовое масло и желе.
Oreo Sandwich
“ Сэндвич-бисквит с кремовой начинкой продолжает оставаться очень популярным, Oreo Sandwich является культовым с 1912 года. Аэрированные и негазированные кремовые начинки чаще всего являются отправной точкой полного портфеля сэндвич-бисквитов , » добавил он.
Танис сказал, что есть два способа нанесения кремовой начинки на основу для печенья: принцип укупорки, при котором печенье поступает в укупорку из печи на охлаждающий конвейер по тем же схемам, что и выпечка.
После нанесения второй бисквит помещается поверх нанесенного крема с помощью насадки Вентури. Укупорщик позволяет использовать различные формы печенья в сочетании с различными начинками, такими как крем, зефир, желе, карамель, мармелад, арахисовое масло или комбинация начинок.
Преимущества этого типа применения включают гибкость, простоту замены и нанесение мягких и липких начинок.
Второй метод — принцип трафарета: после запекания, охлаждения и смещения количество дорожек уменьшается и подается в аппликатор с высокой скоростью.
Начинка закачивается во вращающийся вал трафарета, а затем наносится на печенье. Танис сказал, что эта система раньше была трудоемкой и непоследовательной, потому что сливки производились «холодным» методом, когда пластифицированный жир смешивался с сахаром, красителем, ароматизатором и эмульгатором.
Чаши для смешивания были подведены к линии, и твердые сливки вылиты в емкости для сливок сэндвич-машины.
TFT утверждает, что ее автоматизированная система преодолевает трудоемкую старую систему, поскольку она подает крем по линии к валу трафарета на основе скребкового теплообменника TFT RotoTemp.
Теплое жирное масло
Ингредиенты смешиваются с теплым жиром (маслом) при температуре выше точки плавления жира. Этот метод сохраняет сливки перекачиваемыми, и продукт может передаваться из смесительной установки в линию через трубопровод с рубашкой.
Этот метод сохраняет сливки перекачиваемыми, и продукт может передаваться из смесительной установки в линию через трубопровод с рубашкой.
«Нанесение отложений или трафарет работает более эффективно, если вязкость продукта не меняется», — сказал Танис.
«В установке TFT Rotoplant (аэратор пластификатора) отслеживаются и контролируются температура и конечная плотность продукта.Мы всегда начинаем с расплавленного продукта, который остывает, а затем кристаллизируется по пути к сэндвич-машине.
«После того, как продукт частично кристаллизовался, мы можем ввести газ. Температура всех курток поддерживается в пределах 0,5 ° C ».
26 начинок для идеального теста с круассанами
От сладких начинок, таких как шоколад и пастообразные сливки, до пикантных начинок, таких как хот-доги, ветчина и сыр; эти 26 начинок для круассанов не оставят равнодушными.
Круассаны — это классическая выпечка, которая тает во рту. Они маслянистые, шелушащиеся и такие восхитительные; вот почему я люблю есть их на завтрак или в любое время дня, если на то пошло.
Хотите сохранить этот пост в блоге? Введите адрес электронной почты ниже, и мы отправим статью прямо на ваш почтовый ящик!
Примечание: для этого содержимого требуется JavaScript.
Круассан получил свое название за свою фирменную форму полумесяца. Но вот забавный факт: если вы думаете, что Франция родила эту выпечку, подумайте еще раз!
Конечно, круассан — французское слово, и конечно же, это один из основных продуктов французской кухни; но на самом деле это венский, то есть австрийского происхождения!
Но, хотя круассаны — такая вкусная выпечка, их не так весело есть, как есть.Независимо от того, покупаете ли вы их в своей любимой пекарне или готовите сами, ни один круассан не обходится без какой-либо начинки или топпинга!
А когда дело доходит до начинок, у вас есть множество вариантов! Сладкое, соленое или сочетание того и другого — вы не ошибетесь. Круассаны — идеальный холст, поэтому вы можете проявить творческий подход к начинкам.
Круассаны — идеальный холст, поэтому вы можете проявить творческий подход к начинкам.
Если вы спросите меня, в частности, эти 26 начинок для круассанов подарят вам все необходимые ощущения.
Сладкие начинки
Шоколадный
Хорошо, вот что вы делаете: разрезаете этот красивый хлеб пополам вдоль.Смажьте вкусный шоколадный ганаш по обе стороны от хлеба. Возьмите две половинки и сложите их вместе, чтобы получился причудливый шоколадный торт (французское название шоколадного круассана).
Если вы делаете круассан самостоятельно, вот как наполнить его шоколадом: заполните прямоугольное тесто шоколадными палочками или шоколадной стружкой. Раскатайте оба конца теста до середины (форму полумесяца для этого делать не нужно). Выпекайте тесто 20 минут при температуре 275 градусов по Фаренгейту.
Вы можете есть его как есть, но если вы хотите придать ему больше аромата и немного хрустящего, вы можете посыпать свой круассан измельченными орехами и / или сухофруктами.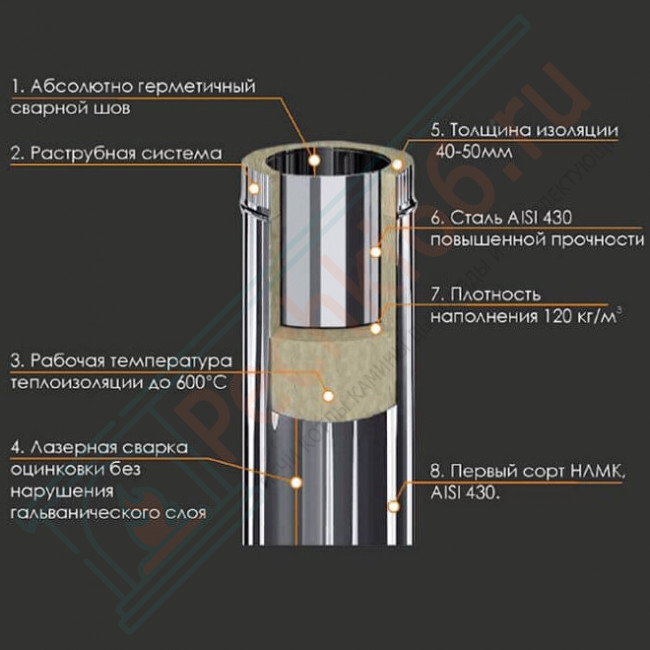
Миндальная паста
Кстати о орехах, эй, миндаль! Обожаю миндальные круассаны. Недавно я узнал, что когда-то пекари добавляли этот нежный орех в круассаны дневной выдержки, и я думаю, что это гениально!
Чтобы приготовить миндальный круассан или то, что они называют круассанами aux amandes, просто наполните свой простой круассан миндальной пастой или кремом д’аманд.
Чтобы приготовить миндальную пасту, смешайте миндальную муку и сахарную пудру и перемешайте в кухонном комбайне.Добавьте в смесь яичный белок, ванильный экстракт и соль и взбивайте, пока не получите однородную пасту. Выполнено!
Если вы делаете круассан дома, намажьте эту пасту на тесто в форме треугольника, а затем раскатайте тесто в форме полумесяца. Выпекать 10-15 минут при температуре 375 градусов.
Хотите сохранить этот пост в блоге? Введите адрес электронной почты ниже, и мы отправим статью прямо на ваш почтовый ящик!
Примечание: для этого содержимого требуется JavaScript.
Нутелла
Или вообще какой-нибудь мармелад из фундука.Этот сливочно-ореховый спред настолько восхитителен, что оживит ваш простой круассан. Нутелла такая сладкая и ароматная, что все, что вам нужно, — это тонкий слой.
Чтобы приготовить круассан Nutella, разложите Nutella на треугольнике теста и раскатайте тесто, чтобы получилась фирменная форма. Выпекайте 20 минут при температуре 375 градусов, и круассан готов.
Кондитерский крем
Подарите своему круассану декадентскую начинку из кондитерского крема, чтобы он стал сладко-сливочным сюрпризом.Только представьте, что вы откусываете этот слоеный маслянистый хлеб, а затем получаете эту порцию сочного и бархатного заварного крема — восхитительно.
Тыквенный пирог
Это квинтэссенция осенней начинки! Простая начинка для тыквенного пирога с добавлением осенних специй — это все, что нужно вашему круассану, чтобы сделать его более захватывающим.
Для приготовления пюре из тыквы с мускатным орехом и корицей. Намажьте начинку на треугольное тесто и раскатайте его, чтобы получилось тесто в форме полумесяца. Поставьте его в духовку и подождите 10-15 минут.
Ааа .. какое прекрасное угощение на День Благодарения.
Мороженое
Теплый круассан встречает холодное мороженое! Гарантирую, контраст температуры пощекочет ваши вкусовые рецепторы.
Для приготовления нарежьте этот круассан в центре и положите на половину шарик вашего любимого вкуса мороженого. Накройте его верхней половиной и наслаждайтесь. Будет грязно, но оно того стоит.
Яблоки
Если задуматься, круассан с яблоками похож на яблочный пирог.Это так же вкусно, но приготовить намного проще. Вот как это сделать:
Нарезать яблоки тонкими ломтиками и посыпать смесью корицы, сахара и мускатного ореха. Дайте настояться 30 минут, чтобы яблоки успели впитать весь этот неотразимый аромат.
Затем положите на треугольное тесто слой яблок. Раскатайте до полумесяца и запекайте 15-20 минут. Боже, боже, какое удовольствие!
Чашки для арахисового масла
Эта начинка не оставит равнодушным ни одного ребенка.Конечно, это не ваша традиционная начинка для круассанов, но кого это волнует? Как вкусно!
Просто положите ложку измельченных чашек арахисового масла на тесто и скатайте его. Выпекайте 20 минут, и вы получите круассан с конфетами.
Начинка с орехами пекан
Если вы поклонник пирогов с орехами пекан, вам обязательно понравится этот. Приготовьте начинку для пирога с орехами пекан с маслом, кукурузным сиропом, сахаром, яйцами, лимонным соком, ванилью, солью и, конечно же, орехами пекан. Намажьте эту липкую начинку на тесто в виде треугольника и раскатайте.Выпекать 20 минут при 375 градусах и сойти с ума!
Арахисовое масло и желе
PB&J уже невероятно вкусен с простым белым хлебом, только представьте его с маслянистым слоеным тестом? Придайте сияние своей классической американской начинке, сочетая ее с австрийско-французским хлебом.
Для приготовления нанесите тонкий слой арахисового масла и желе поверх треугольника из теста. Слегка раскатайте тесто, чтобы получилась красивая форма полумесяца. Выпекать 15-20 минут или просто до золотисто-коричневого цвета.
Ягоды и сливки
Думайте здесь по-датски и наполните тесто-треугольник своими любимыми свежими ягодами. Если вы хотите, чтобы они были более сладкими, сбрызните их медом, прежде чем раскатывать тесто. Поставьте его в духовку и запекайте 15-20 минут.
Затем залейте круассаны кондитерским кремом, используя кондитерский мешок с маленьким наконечником.
Фрукты и Нутелла
Теперь, если вы хотите сочетать свои фрукты с чем-то более декадентским, чем кондитерский крем, как насчет Nutella? Бананы, персики и клубника так хороши на вкус со сладкой пастой.Разрежьте круассан пополам и наполните его любимыми фруктами и слоем нутеллы, чтобы получить феноменальный завтрак.
Бри и джем
Бри и джем в круассане? Это непреодолимое сочетание сладкого, соленого и сливочного, от которого я не могу насытиться!
Для приготовления намажьте тесто в форме треугольника слоем джема. Добавьте слой сыра и раскатайте тесто. Выпекайте 15-20 минут или просто до тех пор, пока сыр не сочится из теста.
Корица и сахар
Представьте себе булочки с корицей.Чтобы приготовить потрясающую начинку, смешайте орехи пекан, коричневый сахар, сахарную пудру, молотую корицу и размягченное масло. Выложите слой этой начинки на тесто, скатайте и запекайте.
Пикантная начинка
Хот-доги
Традиционалисты могут закатить на нас глаза, но не обращайте на них внимания, они просто завидуют, что не могут съесть это восхитительное угощение! Круассаны с начинкой из хот-догов — это, по сути, свиньи в одеяле, но во вкусе нет ничего общего.
Вместо обычных хот-догов можно поэкспериментировать и с другими сосисками.Для приготовления поместите небольшой хот-дог или сосиску на самый широкий конец треугольника из теста и раскатайте. Выпекайте 15-20 минут и наслаждайтесь.
Бекон
Если есть что-то в мире, что может все улучшить, так это бекон. Не верите мне? Ну, добавь пару полосок бекона в круассан и скажи мне, что я ошибаюсь.
Курица с пармезаном
Хотя курицу с пармезаном обычно подают как блюдо из макарон, нет закона, запрещающего использовать ее в качестве начинки для круассанов.На самом деле должен быть закон, который требует, чтобы вы попробовали это хотя бы раз в жизни.
Для приготовления просто положите в тесто для круассанов кусочек куриного пармезана и скатайте его. Выпекайте 20-25 минут и наслаждайтесь как есть или покрытые соусом маринара.
Яйца
Сэндвич с яйцом — это хорошо, но бутерброд с круассаном — это просто потрясающе. Просто выложите на треугольник теста отлично взбитую яичницу, скатайте и испеките! Подождите 20 минут и проглотите.
Фрикадельки
Круа-саб с фрикадельками, кто-нибудь? Круассан отлично подходит для мясных блюд, таких как фрикадельки и мясной рулет.
Для приготовления просто поместите фрикадельку или кусок мясного рулета на самый широкий конец треугольника из теста и раскатайте тесто. Выпекайте до золотистого цвета и вуаля, вы только что создали шедевр.
Пепперони
В качестве начинки для пиццы пепперони — это классика. А как начинку из круассана? Это восхитительное нововведение!
Сделайте круассан для пиццы, смазав треугольник теста небольшим количеством соуса маринара. Слой с пепперони и сверху измельченной моцареллой. Поставьте его в духовку и наслаждайтесь.
Песто
Все, что нужно для приготовления песто, — это базилик, оливковое масло, орехи, сыр, соль и перец. Сделайте эту классическую заправку и вы обязательно будете вознаграждены!
Но как насчет того, чтобы покрыть пасту соусом песто, как насчет того, чтобы нанести это лакомство на круассан?
Карамелизированный лук и козий сыр
Добавляете ли вы эту комбинацию к круассану до или после выпечки, она вас не разочарует.
Карамелизируйте лук, обжарив его на среднем огне в оливковом масле.Приправьте его солью и перцем и просто дайте ему постоять, пока он не станет мягким. Теперь добавьте сладкий лук и козий сыр в тесто, рулет и запекайте!
Фета и шпинат
Эти два простых элемента вместе образуют аппетитную начинку. Положите ложку начинки из феты и шпината на треугольник из теста и раскатайте. Выпекайте от 15 до 20 минут, чтобы получить круассан в стиле спанакопита.
Моцарелла и базилик
Если вы хотите австрийско-французско-итальянское фьюжн, приготовьте пиццу-круассан! Наполните тесто свежим базиликом и моцареллой, скатайте и запекайте!
Чеснок и сыр
Сыр на круассане и так уже фантастический, но добавьте к нему немного чеснока и масла, и вы получите взрыв вкуса!
Вот как это сделать: обжарить нарезанный чеснок 3-5 минут.Затем намажьте это тесто маслом.
Затем посыпьте сливочным маслом обжаренный чеснок. Затем немного сыра моцарелла и петрушки. Сверните эту красоту и запекайте. Оглушительный.
Ветчина и сыр
Классическая комбинация, которая никогда не разочарует. Его так легко добавить в круассан! Просто добавьте слой ветчины и сыра в тесто и скатайте его.
Вы можете использовать любой сыр, но я предпочитаю грюйер с круассанами.Выпекайте 15–20 минут, чтобы получить прекрасный круассан.
Простое печенье-сэндвич с кремовой начинкой — The Tough Cookie
Эй, ребята, пора печенья! Это печенье-сэндвич с кремовой начинкой — одно из моих любимых печений всех времен. Они нежно хрустящие и рассыпчатые, с великолепным карамелизованным внешним краем и восхитительным маслянистым вкусом, который прекрасно сочетается с гладкой сливочной начинкой. О, и их тоже очень легко сделать. Это всегда главный бонус в моей книге.Для этого вам даже не понадобится миксер!
На самом деле, мне нравится думать об этом печенье как о макаронах для чайников. Потому что а) их очень легко приготовить, б) вы можете отрегулировать вкус начинки и в) они такие милые!
Для этого поста я выбрал простые ванильные печенья: ванильное печенье, наполненное ванильным сливочным кремом, но вы также можете заполнить его ганашем из белого или темного шоколада (или карамелизированным ганашем из белого шоколада!), Кофейным сливочным кремом, шоколадным сливочным кремом, ванильным сливочным кремом и ложка вашего любимого джема или фруктового творога, сливочный крем с соленой карамелью из этого рецепта французских макарон или даже более экзотические ароматы сливочного крема, такие как роза или флердоранж.Вы можете сойти с ума от этого!
Просто испеките партию печенья, выберите свою любимую начинку, используйте кондитерский мешок с маленьким наконечником в виде звезды, чтобы нанести начинку на половину печенья, положите вторую половину печенья сверху, и вы получите самую симпатичную маленькое печенье-сэндвич. Ну, ладно, второе самое симпатичное печенье-сэндвич за всю историю… Макароны нельзя побить в милом отделе
В любом случае, давайте поговорим о том, как легко их сделать. Как я уже сказал, для этого вам не понадобится миксер.Просто деревянная ложка.
Первое, что вам нужно сделать, это взбить масло, пока оно не станет мягким и гладким. Не волнуйтесь, он не должен быть пушистым или что-то в этом роде, поэтому не требуется чрезмерного количества смазки для локтей. Вам просто нужно, чтобы масло было мягким и гладким.
Затем вы добавляете сахарную пудру, яйцо и немного ванили. Перемешайте деревянной ложкой, затем добавьте муку и соль и перемешивайте, пока тесто не станет гладким и не достигнет консистенции густого сливочного крема.
Вот так:
Затем вылейте маленькие ложечки теста на противень, выстланный пергаментом.Я использовал для этого большой открытый наконечник.
Выпекайте печенье примерно 10 минут и вынимайте его, когда края печенья подрумянятся до золотисто-карамельного цвета.
Право, ребята, это печенье можно съесть в течение 30 минут. 20 минут, если ты хорошо разбираешься в кондитерской! Кстати, печенье тоже потрясающее само по себе. Так что, если вам не хочется готовить сливочный крем, просто оставьте их в чистом виде, и у вас все равно останется потрясающе вкусное печенье.
Это на самом деле классическое голландское печенье, и оно всегда напоминает мне мою бабушку.Не только потому, что они разделяют ее имя — примерный перевод: Маленькая Вильгельмина, — но и потому, что я делал их для нее. Ах да, еще она дала мне рецепт этого!
Ну, по крайней мере, рецепт печенья. Я решил залить печенье остатками немецкого сливочного крема, но вы можете использовать любой сливочный крем, который вам больше нравится. Если вам нужно приготовить масляный крем специально для этого печенья, я предлагаю вам использовать американский масляный крем, так как вам нужно всего несколько ингредиентов и пара минут, чтобы его приготовить.Только не забудьте посолить его, иначе американский сливочный крем может оказаться слишком сладким в качестве начинки для них!
Я использовал довольно много сливочного крема, чтобы заправить печенье, потому что мне нравится внешний вид этих сливочных краев с оборками. И, конечно же, сливочный крем. Еще я люблю сливочный крем!
Однако оригинальный рецепт требует меньше сливочного крема. Достаточно, чтобы склеить два печенья вместе. Это то, что вы, возможно, захотите сделать, когда делаете это для модной вечеринки, чтобы ваш гость не залил лицо сливочным кремом каждый раз, когда он наслаждается одним из ваших милых печенек.Или, если вы не хотите использовать меньше сливочного крема, потому что хотите показать эти милые оборки, вы можете подавать печенье холодным из холодильника, чтобы сливочный крем был твердым, а не мягким. Таким образом, он не будет вытекать из печенья, когда вы его едите, и вам потребуется меньше салфеток 🙂
Лично я не против неряшливости или лица, залитого сливочным кремом. Просто дайте мне еще одно печенье!
Наслаждайтесь, ребята!
Нажмите здесь , чтобы подписаться на меня в Instagram.
Щелкните здесь , чтобы подписаться на мой список рассылки.
Нажмите здесь , чтобы подписаться на меня в Pinterest.
Прокрутите вниз, чтобы найти красивую длинную булавку 😉
Простое печенье-сэндвич с кремом и ванилью
Это печенье действительно легко приготовить, и оно очень вкусное. По этому рецепту получается около 22 печенья-сэндвич, но вы также можете подать печенье без упаковки. Они вкусные сами по себе!
Автор: Рецепт печенья из книги «Praktijk Banketbakken, deel 2» Л.Wolbert
Порций: 22
Ингредиенты
Для печенья:
- 100 г (или чашки + 5 чайных ложек) несоленого масла, размягченного при комнатной температуре
- 100 г (или чашки + 2½ чайных ложки) сахарной пудры 1
- большое яйцо (около 50 г)
- ¼ чайной ложки ванильного экстракта
- 115 г (или чашки + 2 столовые ложки + 2 чайные ложки) универсальной муки
- щепотка соли
Для начинки:
Инструкции
- Разогрейте духовке до 190 ° C / 375 ° F (стандартная настройка духовки) и выстелите два противня пергаментом для выпечки.
- В миске среднего размера деревянной ложкой или резиновой лопаткой взбейте масло до однородного состояния. Добавьте сахарную пудру, яйцо и ваниль и перемешайте. Добавьте муку и соль и перемешайте, пока тесто не станет однородным и не приобретет консистенцию густого сливочного крема.
- Перелейте жидкое тесто в кондитерский мешок со средним открытым наконечником и выдавите ложки 2,5 см / 1 дюйм на подготовленные противни. Обязательно немного разнесите ложечки друг на друга, так как печенье немного разойдется в духовке.
- Выпекайте (по одному листу) в духовке в течение 10–12 минут или до тех пор, пока края печенья не станут золотистыми. Вынуть из духовки. Дайте печенью полностью остыть на противне.
- Когда печенье остынет, используйте кондитерский мешок с маленьким наконечником в виде звезды. Начиная с центра первого печенья каждой пары, закручивайте по спирали наружу. Выложите второе печенье сверху и слегка придавите.
- В зависимости от ваших личных предпочтений и количества сливочного крема, которое вы использовали для заправки печенья, подавайте печенье комнатной температуры или холодным.
- Печенье хранится в герметичном контейнере в холодильнике в течение трех дней, хотя с течением времени оно теряет большую часть своей хрустящей корочки из-за начинки из сливочного крема.
3.5.3208
Больше из The Tough Cookie
Сэндвич и печенье с начинкой | CraftyBaking
Copyright © 2000 Сара Филлипс CraftyBaking.com Все права защищены.
Многие рецепты сэндвичей и печенья с начинкой стары как холмы и имеют прочное место в традициях — Linzer , Thumbprints , Kolaches , Rugelach , Peanut Butter Blossoms , Hamantaschen , «Oreo» «Печенье», и еще .
СЭНДВИЧ-ПЕЧЕНЬЕ : скрученное или прессованное печенье, которое собирается в виде бутерброда со сладкой начинкой. Начинки могут быть зефиром, вареньем или глазурью. Примером может служить печенье Oreo из двух шоколадных печений с начинкой из ванильной глазури.
Советы по приготовлению сэндвич-печенья:
1. Сделайте все печенье одинакового размера — это легко, если вы воспользуетесь резаком. Если вы кладете печенье в виде бутербродов, это немного сложнее. В этом случае тщательно измерьте количество жидкого теста, которое вы бросаете на каждое печенье.Таким образом, у них будет больше шансов быть одинаковыми по размеру;
2. Полностью охладите печенье, прежде чем начинать сэндвич — особенно, если начинка шоколадная или сливочная, потому что она тает и становится жидкой;
3. Используйте соответствующий объем заполнения в каждом файле cookie. Обычно для печенья диаметром 2 дюйма достаточно примерно 3 чайных ложек на одну столовую ложку, если вы хотите, чтобы начинка была видна, но всегда следуйте рецепту. Если вы используете больше, он сожмется, когда вы откусите печенье;
САРА ГОВОРЯЕТ: Нам нравится использовать бутылку для отжима для нанесения жидких начинок вместо ложки или лопатки для обледенения.Так аккуратнее и точнее. Посмотрите, как мы это делаем с Alfajores или Dulce de Leche Sandwich Cookies Recipe . Мы использовали кондитерский мешок для наполнения наших сэндвич-печений Red Velvet и печенья «Oreo» с тиснением.
4. Готовьте сэндвич-печенье просто. Если инструкции требуют посыпать печенье сахарной пудрой, используйте немного и просейте им печенье, чтобы избежать комков — иначе они будут на всей вашей одежде, а не на печенье;
5.Храните сэндвич-печенье в прохладном месте или в холодильнике, если начинка скоропортящаяся, или подождите до дня, когда вы собираетесь подавать его, чтобы сэндвич. Скоропортящиеся начинки не переносят жару и влагу.
ВОПРОС: Помогите пожалуйста! Я решил протестировать рецепт печенья Linzer до того, как он появится на празднике, и столкнулся с неожиданной проблемой — малиновое варенье без косточек, которое я использовал для их бутерброда, было жидким. Я пытаюсь добиться эффекта выпечки; то есть там, где варенье действительно остается внутри — у меня кончились края!
САРА ГОВОРЯЕТ: Так называемые «полностью фруктовые» спреды, такие как Polaner’s, более густые и менее склонны к растеканию.Их делают и другие производители джема и желе, такие как Smuckers. Некоторые из них без косточек, некоторые — нет.
ПЕЧЕНЬЕ С НАПОЛНЕНИЕМ: Они бывают всех форм и размеров, но обычно состоят из теста с обильной начинкой, такой как фруктовые консервы, сливочный крем, орехи, шоколад или вареные сухофрукты.
Советы и способы приготовления печенья с начинкой:
1. Убедитесь, что тесто твердое, но податливое, прежде чем пытаться придать форму печенью с начинкой. Успех зависит от теста и начинки примерно одинаковой консистенции, чтобы они не противоречили друг другу, когда вы пытаетесь формировать печенье;
2.Будьте точны в отношении размеров. Для достижения наилучших результатов используйте линейку;
3. Заранее приготовьте тесто и начинку — тогда вы можете сконцентрироваться на формировании печенья на следующий день или всякий раз, когда вы планируете это делать;
4. Осторожно нанесите яичный раствор на внешнюю поверхность печенья. Я окунаю кисть во взбитое яйцо, затем несколько раз вытираю край миски или чашки с яйцом. Это сделано для того, чтобы излишки яиц стекали, чтобы при нанесении на печенье смывка не стекала и не растекалась под ними;
Бутербродов с арахисовым маслом и печеньем (как и ореховое масло!)
Эти домашние сэндвичи с печеньем из арахисового масла сочетают в себе хрустящее и жевательное овсяное печенье с арахисовым маслом и густую начинку из арахисового масла.По вкусу они такие же, как ореховое масло!
Если в вашей жизни очень не хватает арахисового масла, вам следует увеличить его вдвое. Всегда есть время и место для бутербродов с печеньем с арахисовым маслом, начиненных большим количеством арахисового масла. Сегодняшние сэндвичи с печеньем до смешного состоят из арахисового масла — как и мое печенье с арахисовым маслом, они заставят вас потянуться за стаканом холодного молока!
Эти бутерброды с арахисовым маслом и печеньем:
- То же, что и Nutter Butters, но полностью домашнее
- Четкие края
- Супер жевательная с мягкими сердцевинами
- Сладкое и немного соленое
- С начинкой из густой арахисовой пасты
Видеоуроки
Как приготовить бутерброды с арахисовым маслом и печеньем
Возьмем два овсяных печенья с арахисовым маслом и выложим их вместе с восхитительно густой начинкой из арахисового масла.Я рекомендую использовать ненатуральное арахисовое масло, например Jif или Skippy. (Натуральные или домашние сорта слишком жирные.)
- Сделайте тесто для печенья. Тесто для печенья будет густым.
- Выкатываем из теста шарики. Используйте около 2 чайных ложек теста с горкой на печенье (почти 1 столовая ложка — любой размер здесь отлично). Выложите их на противень.
- Слегка разгладьте каждый шарик из теста для печенья. Это помогает печенье немного растекаться во время выпекания.Используйте заднюю часть мерного стакана или стакана, чтобы осторожно надавить на каждый шарик из теста.
- Выпечка. Выпекайте печенье до тех пор, пока его края не подрумянятся и не станут твердыми.
- Приготовьте начинку из арахисового масла. Взбейте ингредиенты до однородной массы.
- Сэндвич вместе. Когда печенье полностью остынет, распределите глазурь на плоской стороне одного печенья и сэндвич с другим. Вы также можете использовать наконечник для трубопровода — я использовал наконечник для трубопровода № 12, чтобы нанести глазурь на печенье перед тем, как положить его в бутерброд.
Рецепт печенья без охлаждения
Это рецепт печенья без охлаждения. Не нужно ждать, пока остынет тесто для печенья! Это тесто довольно крепкое и его не размажут в духовке, поэтому можно пропустить этап охлаждения. Фактически, эти файлы cookie нужно немного подтолкнуть в направлении распространения. Мне нравится брать мерный стаканчик или дно стакана и осторожно придавливать шарики теста вниз перед выпеканием. (Посмотрите, как я это делаю, на видео выше. Все очень просто.)
У меня есть еще много рецептов без холодного печенья, таких как гигантское печенье с шоколадной крошкой, черное и белое печенье, тыквенное овсяное печенье с шоколадной крошкой и чудовищное печенье-сюрприз в чашке с арахисовым маслом.
Начинка из арахисового масла
Печенье с арахисовым маслом невероятное, но в центре внимания — начинка. Приготовлен из 3 простых ингредиентов: арахисового масла, кондитерского сахара для загустения и меда для разглаживания. Я добавила мед в последнюю минуту и очень рада, что это сделала! Эта начинка из арахисового масла состоит из супер арахисового масла и не имеет слишком сладкого вкуса, как глазурь.Скорее, это похоже на очень густое и гладкое арахисовое масло.
Вы можете распределить или распределить начинку между двумя печеньями. Я использовал круглый наконечник Wilton №12. Честно говоря, вкус приятный, как бы мы ни были.
Другие рецепты арахисового масла
Кому нужен кисель?
Распечатать
часы значок часов
Описание
Эти жевательные сэндвичи с печеньем с арахисовым маслом по вкусу напоминают печенье с ореховым маслом! Наполненные густой начинкой из арахисового масла, они просто неотразимы.
- 3/4 стакана (94 г) Универсальная мука (выровненная ложкой)
- 1 чашка (80 г) старомодных овсяных хлопьев
- 1/2 чайной ложки пищевая сода
- 1/2 чайной ложки разрыхлителя
- 1/2 чайной ложки соли
- 1/3 стакана (5 столовых ложек; 75 г) несоленого масла , размягченного до комнатной температуры
- 3/4 стакана (150 г), светлая или темная упаковка коричневый сахар
- 1/4 стакана (50 г) сахарный песок
- 2/3 стакана (170 г) сливочного арахисового масла *
- 1 большое яйцо , при комнатной температуре
- 1 чайная ложка чистого экстракта ванили
Глазурь
- 1 стакан (250 г) сливочного арахисового масла *
- 1 столовая ложка меда
- 1/4 стакана (30 г) кондитерского сахара
- Разогрейте духовку до 350 ° F (177 ° C).Выстелите два больших противня пергаментной бумагой или силиконовыми ковриками. (Всегда рекомендуется для файлов cookie.) Отложите.
- Взбейте муку, овес, пищевую соду, разрыхлитель и соль до однородности. Отложите в сторону.
- В большой миске с помощью ручного или настольного миксера с лопастной насадкой взбейте масло, коричневый сахар и сахарный песок вместе на высокой скорости до получения однородной кремообразной массы примерно 2 минуты. Добавьте арахисовое масло, яйцо и ванильный экстракт и взбивайте на высокой скорости до однородного состояния около 1 минуты.Соскребите по бокам и дну миски, чтобы смешать. Добавьте сухие ингредиенты к влажным и перемешайте на слабом уровне до однородности.
- Зачерпните тесто для печенья шариками, примерно 2 чайные ложки теста с горкой на каждое печенье (почти 1 столовая ложка — любой размер здесь подойдет), и разложите на противнях на расстоянии 3 дюймов друг от друга. Используя заднюю часть мерного стакана или стакана, осторожно надавите на каждый шарик теста, чтобы он слегка разгладился. Выпекайте 10-11 минут или пока края не станут коричневыми и не станут застывшими.
- Дайте печенье остыть на противне в течение 5 минут, а затем переложите его на решетку, чтобы оно полностью остыло перед тем, как выложить сэндвич.
- Приготовьте глазурь: В большой миске с помощью ручного или стационарного миксера с лопастной насадкой взбейте ингредиенты для глазури, пока они не станут однородными и однородными. Нанесите глазурь на плоскую сторону одного печенья и сэндвич с другим. (Или вы можете использовать наконечник для трубок — я использовал наконечник для трубок № 12, чтобы нанести глазурь на печенье перед тем, как приготовить сэндвич.) Повторите с остальными.
- Печенье будет оставаться свежим в закрытом виде при комнатной температуре в течение 3 дней или в холодильнике в течение 1 недели.
Банкноты
- Инструкции по приготовлению: Вы можете приготовить тесто для печенья и охладить его в холодильнике до 2-3 дней. Дайте остыть до комнатной температуры, прежде чем переходить к шагу 4. Запеченные бутерброды с печеньем хорошо замораживаются до 3 месяцев. Оттаять ночь в холодильнике и при желании довести до комнатной температуры перед подачей на стол.Непеченые шарики из теста для печенья хорошо замораживаются до 3 месяцев. Выпекать замороженные шарики из теста для печенья лишнюю минуту, размораживать не нужно. Вот мои советы и рекомендации, как заморозить тесто для печенья.
- Special Tools (партнерские ссылки): Настольный миксер KitchenAid | Ручной миксер KitchenAid | Коврик для выпечки Silpat | Противень | Стойка охлаждения
- Арахисовое масло: Я не рекомендую натуральное или домашнее арахисовое масло для печенья или начинки. Вам нужно густое нежирное сливочное арахисовое масло, такое как Джиф или Скиппи.
- Обязательно ознакомьтесь с моими 5 лучшими советами по выпечке печенья И это мои 10 обязательных инструментов для выпечки печенья.
Ключевые слова: бутерброды с арахисовым маслом
Оперативное определение механических свойств промышленных многослойных полипропиленовых труб
Реферат
Предлагается простой и оперативный метод определения механических свойств промышленных многослойных экструзионных полипропиленовых труб для гравитационной канализационной сети.Инженерные формулы, используемые для расчета допустимой толщины и относительного положения пенопласта в трубах, основаны на линейно-упругом приближении и правилах смесей. Применимость аппроксимации была подтверждена экспериментально при исследовании эффективных характеристик растяжения однослойных и многослойных труб и каждого слоя образца с использованием традиционных испытаний и расчетов методом конечных элементов. На основе полученных результатов сформулированы инженерные рекомендации для проведения такого рода расчетов.
Ключевые слова: полипропиленовые трубы , многослойные трубы, предел прочности, экспериментальные испытания, анализ КЭ
1. Введение
Полипропиленовые (ПП) полимеры имеют ряд преимуществ перед другими термопластами (полистиролом и полиэтиленом). ПП можно использовать при повышенных рабочих температурах; он имеет хорошую жесткость и ударопрочность, отличную химическую стойкость и длительный срок службы [1,2,3]. ПП трубы занимают видное место в списке конструктивных элементов, производимых промышленным способом.По оценкам, до 10% из 53 миллионов тонн общего потребляемого ПП в мире в 2015 году использовалось в виде труб [4]. Преимущества труб из полипропилена, способствующие завоеванию рынка, включают простые методы их обработки и монтажа, невысокую стоимость, простоту утилизации и приемлемый индекс влияния на индекс устойчивости. Продукция из полипропилена пользуется всеобщим спросом по сравнению со многими другими полимерами [5,6], а композиты из полипропилена также используются для армирования стальных труб [7,8].
В производстве полипропиленовых труб наблюдается тенденция к замене сплошных однослойных труб на многослойные [9,10], у которых внешний и внутренний слои изготовлены из высокопрочного полипропилена, а промежуточный слой (сердцевина) — из полипропилена. мыло.
Термопластические пенопласты имеют ячеистую структуру, создаваемую вспенивающим агентом (обычно газовой фазой), диспергированным в расплаве полимера. Благодаря повышенному соотношению жесткости к весу пенопласты сокращают количество используемого полипропилена и, соответственно, снижают стоимость готовой продукции.Попытки улучшить вспенивание путем модификации или разработки новых смол PP, а также улучшить процессы экструзии, ведущие к лучшим свойствам материала, описаны в [1,11,12,13,14,15,16].
Защита соединений и кабелей является важным элементом в различных приложениях, например, в промышленных машинах, роботах, рельсовых транспортных средствах, автомобилях, кранах, авиации, электронике и электротехнике. Изделия, используемые для этой защиты, должны быть простыми по конструкции и сборке, а также надежными в эксплуатации.Для производства гофрированных обсадных труб и аксессуаров используются материалы с высокой механической прочностью и химической стойкостью, в том числе полиамиды PA6 и PA12, полиэтилен (PE), PP, термопластичный полиэстер (TPE) и термопластичный полиуретан (PUR). Преимущества полипропилена и полиуретана как импульсных матриц ламинатов продемонстрированы в [17,18].
Трубопроводы и шланги закрепляются фитингами, которые должны иметь небольшой радиус изгиба. Кроме того, они должны выдерживать нагрузки от 90 до 850 Н на каждые 100 м длины и способность работать в диапазоне температур от −50 до +150 ° C.В манипуляторах, робототехнике, автоматике и движущихся машинах используются многоточечные сборки трубопроводов с различными крышками, соединениями, зажимными элементами, поворотными ручками и кабельными вводами. Они могут быть установлены на базах роботов и манипуляторов и должны иметь возможность вращения, шарнирного сочленения и автоматической регулировки длины с помощью пружин.
В промышленных приводных системах машин и устройств пневматические системы широко используются в качестве ключевых элементов автоматизации производственных процессов.Пневматические системы в настоящее время являются наиболее экологичной и экономичной средой для промышленности, но они используются в менее требовательных процессах. Сложность конструкции и разнообразие применений пневматических систем объясняются, главным образом, преимуществами сжатого воздуха, который позволяет создавать значительные силы, а также большим ассортиментом клапанов [19,20,21] и пневматических компонентов. В промышленности пневматические установки для распределения сжатого воздуха обычно изготавливаются из полипропилена PP-R или полипропилена PP-R с внешним алюминиевым слоем и крепежными деталями, соединенными сваркой с термостойкостью до 60 ° C и максимальным давлением 20 бар.
Гладкостенные трубы из полипропилена широко используются в самотечных канализационных системах и сетях. Хотя трубы составляют лишь ~ 4% от общей стоимости строительства трубопроводной системы, они являются важным элементом системы [22,23]. Трубы подвергаются сложным нагрузкам, в первую очередь механическим напряжениям, вызванным статическими нагрузками на грунт, и динамическими транспортными нагрузками [24,25,26]. Гарантия качества труб может противоречить финансовым соображениям. Попытки снизить стоимость производства (часто без информирования потребителя) за счет чрезмерного использования неорганических наполнителей и переработанных пластиков неизвестного происхождения [6] иллюстрируют серьезность противоречия.Большое количество конкурирующих производителей, замена традиционных поливинилхлорида и полиэтилена на ПП [4], широкий спектр используемого сырья и разнообразие производимых труб — объективные рыночные тенденции, которые позволяют сделать оптимальный выбор свойств и дизайна. труб сложно.
Типичный пример — выбор между «дорогой» однослойной трубой из плотного материала и «дешевой» многослойной трубой с легким пенопластом. Производители и потребители в равной степени сталкиваются с этим выбором при ограниченном бюджете.Обе трубы имеют одинаковый внешний и внутренний материал. Это позволяет обеспечить одинаковые характеристики кольцевой жесткости и гибкости и формально соответствовать одним и тем же стандартам (номинальный класс кольцевой жесткости труб (SN)). В свою очередь, испытания на растяжение, результаты которых традиционно используются для контроля качества материала, могут быть очень чувствительны к изменениям в составе и геометрии слоев труб.
Желание оптимизировать этот выбор дало толчок к развитию концепции данного исследования.Эта концепция включает сравнительное исследование двух упомянутых типов труб, различающихся по цене, от одного производителя. Будут выполнены испытания на изгиб и растяжение образцов на полную толщину, анализ с использованием метода конечных элементов (МКЭ) и сопоставление результатов с общеизвестными данными. Инженерно-аналитические оценки геометрии слоев многослойной трубы будут предложены исходя из требуемых эффективных характеристик трубы с учетом характеристик ее слоев.Реализация концепции позволит достичь следующей цели: разработать быстрый и простой метод определения механических свойств промышленных многослойных экструзионных труб в зависимости от геометрии и свойств их слоев и наоборот.
2. Материалы и методы
2.1. Материалы и изготовление образцов
В работе рассмотрены три типа гладкостенных полипропиленовых труб для самотечной канализационной сети номинального класса кольцевой жесткости труб СН8. Трубы были произведены SIA EVOPIPES, Елгава, Латвия (их соответствующая заявленная кольцевая жесткость должна быть ≥8 кН / м 2 ).
Были испытаны два типа труб, а именно:
RIGID MONO PP однослойная монолитная труба (обозначаемая как PPS), изготовленная из полипропиленового материала с однородным модулем упругости при изгибе;
Трубы RIGID MULTI PP (обозначаемые как PPM), произведенные по трехслойной технологии. Трубы имели внешний ( и ) и внутренний ( и ) слои из полипропилена с высоким модулем упругости при изгибе. Промежуточный ( м ) слой был выполнен из пенопласта ПП.
Для испытаний на слое м трубы PPM использовалась RIGID MULTI PP труба большего диаметра и, соответственно, большей толщины каждого слоя, обозначенная как 3PPM. Его диаметр составлял 315 мм, а толщина — 11,5 ± 0,3 мм. Характеристики тестируемых труб указаны в.
Таблица 1
| Обозначение | Диаметр D (мм) | Заявленная толщина стенки e мин. (мм) | Измеренная стенка Толщина |
|---|---|---|---|
| PPS | 110 | 3.8 | 4,02 ± 0,06 |
| PPM | 110 | 3,8 | 4,25 ± 0,07 |
Трубы PPS и PPM () распиливали на куски длиной L ≈ 153 мм и обрабатывали наждачной бумагой . Их использовали для определения кольцевой жесткости, гибкости, модуля и плотности.
Для испытаний на растяжение использовалось пять секторов, и пять полос были вырезаны из поставляемых труб PPS и PPM вдоль оси трубы согласно [27].Образцы для испытаний были изготовлены с помощью штампа из труб ППС и ППМ. Также из трубы 3ППМ было вырезано несколько образцов ().
Подготовка образцов для испытаний на растяжение из труб: ( а ) технология вырезания образцов из труб; ( b ) геометрия испытанных образцов.
Размеры подготовленных образцов для испытаний на растяжение типа гантели были следующими: общая длина 115 мм, длина узкой части с параллельными сторонами 40 мм, ширина 5,7 мм. Для определения свойств слоя м были изготовлены образцы для испытаний на растяжение путем шлифования внешнего и внутреннего твердых слоев образцов 3ППМ типа гантели (такой образец, изготовленный из тонких труб ППМ со слоем пенопласта толщиной 2 мм, был невозможно).Эти образцы имели следующие размеры: общая длина 115 мм, длина узкой параллельной стороны 40 мм, ширина 4,97 ± 0,02 мм, толщина 6,4 ± 0,5 мм. Кубовидные образцы были распилены и отшлифованы для определения плотности вспененного слоя образцов PPM и 3PPM.
2.2. Механические испытания и определение плотности
В соответствии с концепцией сравнительного исследования двух труб от одного производителя, при проведении испытаний на кольцевую жесткость и гибкость и на растяжение использовались более простые и быстрые тесты кольцевой жесткости и растяжения.Первое испытание заложило основу для классификации канализационных труб в соответствии с международными и европейскими стандартами — их класс SN должен был быть определен или подтвержден. Это напрямую зависело от модуля трубы в используемой схеме нагружения. Второе испытание (растяжение) позволило нам получить информацию о свойствах материала трубы (модуль упругости, предел прочности и т. Д.).
Испытания кольцевой жесткости и гибкости проводились согласно [28,29] соответственно, при 16–20 ° C на механической испытательной машине Zwick Z100TEW (ZwickRoell, Вроцлав, Польша) со скоростью ползуна 12.5 мм / мин (а). Прогибы образцов были обнаружены по перемещению захвата. Для каждого типа полипропиленовых труб было испытано шесть образцов, вырезанных из двух отрезков труб. Перед испытанием образцы выдерживали при температуре 14–20 ° С более 40 ч. При испытаниях кольцевые образцы нагружали до тех пор, пока не был достигнут прогиб не менее 30% или пока не произошло их разрушение.
Испытания образцов: ( a ) начальный этап испытания кольцевой жесткости и гибкости образца ПФС; ( b ) испытание на растяжение образца PPS.
Испытания на растяжение образцов толщиной 4,02 и 4,25 мм, изготовленных из труб PPS и PPM, соответственно, были проведены в соответствии с ISO 6259-1 и 6259-3 при температуре 19–21 ° C на механической испытательной машине Zwick 2.5 с скорость траверсы 100 мм / мин (б). Такая же скорость была использована для образцов толщиной 11,5 и 7,25 мм, изготовленных из трубы 3ППМ и ее промежуточного вспененного слоя соответственно (см. Б). Удлинение образцов для испытаний определяли по перемещению зажима. Перед испытаниями образцы выдерживали при 17–21 ° С более 40 ч.
Плотность ρ была определена как отношение веса м к объему V отрезка трубы / слоя с известной геометрией. Таким образом, плотность -слоев (пена ПП) ρm м была определена по образцам кубовидной формы, вырезанным из слоев труб ППМ и 3ППМ. Эти значения плотности были использованы для линейной интерполяции неизвестных характеристик растяжения м слоя PPM.
3. Подходы к проблеме и численное моделирование
3.1. Допущения
Сочетание высокой жесткости и хорошей ударной вязкости обусловлено высококристаллической структурой полипропилена, обеспечивающей жесткость и хорошо распределенную эластичную фазу, которая отвечает за ударную вязкость трубы [30,31] . В процессах деформации взаимно однозначная связь между напряжениями и деформациями наблюдается только при малых деформациях. Когда растягивающее напряжение σ достигает определенного предельного значения σ0, называемого пределом текучести при растяжении, возникают пластические деформации.Критерий пластичности имеет вид:
В случае чистого сдвига критерием пластичности касательного напряжения τ является
где k — предел текучести при чистом сдвиге.
Мы предполагаем, что существует скалярная функция f , определенная на наборе тензоров T2S, называемая функцией потока, а условие текучести имеет вид:
Для изотропных твердых тел f является функцией двух IIS. и IIIS девиатора напряжения S :
Пластификация пластичных материалов может быть описана с помощью критерия максимальной энергии сдвига — критерия Хубера-фон Мизеса-Хенки [32].
Согласно этому критерию пластический переход материала определяется уровнем энергии сдвига. Этот критерий можно записать в виде:
(σI − σII) 2+ (σII − σIII) 2+ (σIII − σI) 2 = 2σ02
(5)
где σI, σII и σIII — главные напряжения.
При εp в качестве пластической деформации, k в качестве функции в зависимости от напряженно-деформированного состояния и T в качестве температуры критерий текучести имеет вид:
Вектор напряжений определяется как
P = limΔS → 0ΔPΔS = dPdS
(7)
где Δ S — элемент площади.
Смещение u состоит из трех составляющих:
которые являются функциями координат и времени:
Тензор деформации Эйлера выражается как
eij = 0,5 (uij + uji − umi⋅umj)
(10)
Тензор eij = 0,5 (uij + uji) называется тензором малых деформаций. Определим интенсивность деформаций как
Гипотезу о составляющей функции F на границе области, соответствующей упругому состоянию, можно записать в виде
где σij и εijp — компоненты тензоров напряжений и пластических деформаций соответственно, а k — функционал, зависящий от напряженно-деформированного состояния.
Для определения функции F из уравнения (12) используется критерий Хубера-фон Мизеса-Хенки, в котором переход в пластическое состояние определяется энергией деформации материала, т. Е. Вторым инвариантом девиатора напряжения. Таким образом, мы имеем
F = J2S − 13Y2 = 13Sij · Sji − 13Y2
(13)
где J2S и Sij — инвариант и девиатор тензора напряжений соответственно; Y — функция модели Джонсона – Кука (JC), определяемая как
Y = [A + B (εp) n] · (1 + Clnε˙ * p) · [1− (T *) m]
(14)
Здесь A , B , C , n, и m — константы материала; ε˙ * p и T * — нормированные изменения интенсивности деформаций по скорости пластической деформации и температуре.
3.2. Численные модели
Численные расчеты были выполнены в программе ABAQUS с использованием явного метода. Модели изготовленных образцов были проанализированы в соответствии с проведенными испытаниями. Ядро пены образца 3PPM было разработано, поскольку трехмерная модель пены была реконструирована с использованием метода технической микротомографии [33]. Полученные результаты реконструкции сегментированы с использованием локального адаптивного метода пороговой обработки данных. Объем полученной таким образом объемной модели аппроксимируется моделью поверхности (треугольная сетка).Затем сетка треугольников была обработана, чтобы улучшить ее качество, устранить пересечение поверхностей и уменьшить количество треугольников. Подготовленная таким образом поверхностная сетка была преобразована в трехмерную «четырехугольную» сетку, что позволило загрузить ее в программу моделирования методом конечных элементов.
Пример моделирования показан на a, где труба расположена между двумя жесткими губками. Нижняя губка зафиксирована, но верхняя губка квазистатически сжимает трубу. Аналогичным образом моделировали испытание на растяжение (б).
Примеры моделирования методом конечных элементов в коде ABAQUS: ( a ) сжатие трубы; ( b ) расширение образца.
Для целей моделирования труба и челюсти были смоделированы как четырехтипные и жесткие объекты соответственно. Шаг по времени составлял 0,01 с, а общее время моделирования — 100 с. Использовались элементы типа тетра размером 0,5–2 мм в зависимости от геометрического расположения. Дополнительно накладывалась предельная деформация, соответствующая разрыву структуры.
Следует отметить, что в данном случае анализируемые образцы с пенопластовой сердцевиной имеют пористую структуру и соответствующую геометрию, которая была импортирована из компьютерной томографии в виде «тетра» сетки, поэтому было решено использовать тетраэлемент (C3D10M). Из-за точной настройки численной модели и применения предельной деформации для всего объема были приняты одни и те же элементы и их размеры. Благодаря этому используемый элемент или его размер не повлияли на прерывность конструкции элемента.
В соответствии с уравнением (14), конститутивная модель J-C была принята в форме:
σy = (A + Bεn) · [1 + Cln (ε˙ε˙0)]
(15)
в качестве упруго-вязкоупругой модели, где σy — эквивалентное напряжение, ε — эквивалентная пластическая деформация, A — предел текучести материала при стандартных условиях, B — константа деформационного упрочнения, n — коэффициент деформационного упрочнения, C — коэффициент упрочнения скорости деформации, ε˙ — отношение эквивалентной скорости пластической деформации, а ε˙0 — эталонная скорость деформации.
Модель контакта была основана на соотношении «жесткий» контакт с коэффициентом трения, установленным на 0,1. Граничные условия задавались таким образом, чтобы численная модель максимально точно воспроизводила особенности реального явления.
Материальные постоянные анализируемых труб обобщены в.
Таблица 2
Свойства материала труб.
| Обозначение | ρ (кг / м 3 ) | E (МПа) | v (-) | A (МПа) B (МПа) | n (-) | |
|---|---|---|---|---|---|---|
| PPS | 880 | 840 | 0.42 | 32 | 30 | 0,2 |
| частей на миллион | 710 | 720 | 0,40 | 25 | 26 | 0,1 |
| 907 307 903 907 — | — | — |
4. Результаты испытаний и моделирования
4.1. Характеристики кольца
При испытаниях на жесткость и гибкость кольца, диаграмма нагрузки F (радиально приложенная сила F на длину трубы L ) — прогиб Δ y и нагрузка — относительный прогиб Δy (D — e) были получены, где D − e — средний диаметр или диаметр средней стенки.Исходный, практически линейный участок диаграммы (до 3% деформации внутреннего диаметра трубы) может служить для определения жесткости трубы PS . На практике жесткость трубы определялась как наклон секущей начального участка кривой нагрузка-прогиб:
Кольцевая жесткость SR, основанная на аналитических расчетах структурной механики [32,34,35], оказалась равной :
SR = 0,0187 · PS = Ep · e312D2
(17)
Соотношение (17) позволяет определить модуль упругости Ep трубы с учетом геометрических параметров образцов труб.Поскольку объявленные классы кольцевой жесткости были одинаковыми, и внешние слои обоих типов труб, которые определяют свойства изгиба, были одинаковыми, ожидалось, что модуль упругости Ep трубы будет нечувствителен к разнице в конструкциях труб из PPS и PPM. . Диаграммы испытаний (см.) Обоих типов труб совпали, как и ожидалось, без каких-либо указаний на изменение структуры труб от однослойного к многослойному. Результаты испытаний на гибкость кольца до прогиба до 30% были тривиальными, и ни в одном из типов труб не было трещин, расслоений или разрывов.Более того, испытанные образцы вообще не разрушились. Количественные характеристики (со стандартными отклонениями и относительными стандартными отклонениями (%) в скобках), рассчитанные по диаграммам, указаны в. Также добавляется строка с различиями характеристик (отношения разницы значений PPM и PPS к значению PPS). Сумма относительных стандартных отклонений кольцевой жесткости и нагрузки при 30% гибкости PPS и PPM превысила соответствующие относительные изменения. Это не позволило признать изменения ценностей значительными.Только модули труб продемонстрировали небольшую разницу по сравнению с суммой относительных стандартных отклонений. Эти процентные отклонения составили 2,7% для образца PPS и 4,2% для образца PPM. Причина этого различия заключалась в разной толщине исследованных труб и — модуль упругости зависит от и в третьей степени (см. Уравнение (17)).
Характеристики жесткости и гибкости кольца.
Таблица 3
Результаты испытаний кольцевой жесткости и гибкости труб из PPS и PPM с номинальным / внешним диаметром D = 110 мм.
| Обозначение | e (мм) | L (мм) | S R (кН / м 2 ) | p 907 E 907 (ГПа) | F / L (кН / м) |
|---|---|---|---|---|---|
| PPS | 4,02 ± 0,06 | 153,50 ± 0,83 | 8,4 ± 0,3 (3,1) | 1,84 ± 0,05 ) | 7,8 ± 0,2 (2,3) |
| частей на миллион | 4.25 ± 0,07 | 153,44 ± 1,05 | 8,9 ± 0,3 (3,3) | 1,66 ± 0,07 (4,2) | 7,9 ± 0,1 (1,3) |
| Различия, (%) | — | — | −10,0 | 0,4 |
Как и ожидалось, мы можем сделать вывод, что испытания на кольцевую жесткость и гибкость двух типов труб подтвердили их заявленный класс SN, не выявили никаких различий и не позволили нам выбирать между «дорогая» однослойная труба из плотного материала и «дешевая» многослойная труба с пеной, как показано на.
4.2. Жесткость и гибкость кольца в численном моделировании
Численные испытания на сжатие труб из PPS и PPM были выполнены, как описано в разделе 3.2. Условия сжатия были идентичны условиям испытания на жесткость трубы. Полученные результаты представлены в.
Численный анализ кольцевой жесткости и нагрузки при 30% гибкости исследуемой трубы: ( a , b ) выбранные временные шаги при сжатии образца PPM; ( c , d ) выбранные временные шаги при сжатии образца PPS.
Видно, что в тех же заявленных пределах жесткости труба PPS имела более низкую жесткость, чем труба PPM. Объясняется это различиями в их строении. Труба PPM имела многослойную структуру с пенопластом и, следовательно, была более подвержена деформации, как видно из распределения значений напряжений согласно гипотезе Хубера-фон Мизеса. Средняя жесткость трубы PPM составляла приблизительно 9,98 кПа, а жесткость трубы PPS — 8,75 кПа. Эти результаты соответствуют уже известным из литературы данным [36,37].
4.3. Характеристики растяжения
Диаграммы растяжения шести образцов PPS и шести образцов PPM, показанные в, демонстрируют поведение при растяжении, общее для полипропилена [2]. Сначала диаграммы PPS и PPM показали почти линейный рост примерно до 23 и 19 МПа соответственно. Модуль «падает», затем резко уменьшается до нулевого значения. В это время шейка экземпляров распространялась по всей их длине. Перемычка была более выраженной в образце PPS. В результате среднее удлинение при разрыве (деформации разрушения) составило около 112% и 47% для образцов PPS и PPM соответственно (менее 200%, согласно стандарту [38]), но это удлинение сильно различается (см.) .Это обстоятельство помешало нам принять эту характеристику как искомую, чувствительную к изменениям структуры от ПФС к ППМ.
Кривые напряжение – деформация σ — ε образцов ППС и ППМ.
Выделим начальные участки двух типичных кривых деформации ПФС и ППМ (). Увеличенный вид разрезов показывает, что для каждого типа трубы кривая заметно отличается. Это контрастирует со схемами кольцевого тестирования, обсужденными выше. Разница в наклоне начальных почти линейных участков диаграмм указывает на потенциальную важность модуля упругости при растяжении E для изучения реализации нашей концепции.Поскольку диаграммы обоих типов труб отклоняются от закона Гука (что является обычным для многих пластиков), E был рассчитан как наклон секущей начального участка кривой напряжения-деформации при изменении деформации 0,3–1,5%. ε .
Увеличенный вид начального участка кривых растягивающее напряжение — деформация типичных образцов PPS и PPM. Наклонные прямые являются секущими при удлинении 0,3–1,5%, а горизонтальные прямые определяют значение σ max .
На участке переменной кривизны кривой σ — ε образцы пластически деформировались. Предел прочности при растяжении соответствует максимальным напряжениям в и [39]. Легко обнаруживаемые и стабильные точки на диаграммах σ max также были потенциально важны как характеристики, чувствительные к изменениям в структуре композитов.
Результаты испытаний на растяжение приведены в. Анализируя важные количественные характеристики, рассчитанные по результатам испытаний на растяжение — модуль упругости E и предел прочности σ max , мы пришли к следующим выводам.
Таблица 4
Результаты испытаний на растяжение образцов PPS и PPM со стандартными отклонениями в абсолютных значениях.
| Параметры | e (мм) | b (мм) | ρ (г / см 3 ) | ε% b b | E (МПа) | σ макс. (МПа) | |||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| PPS | 3.93 ± 0,08 | 5,70 ± 0,09 | 0,9 ± 0,01 | 112,0 ± 47,0 | 880 ± 0,02 | 32,3 ± 1,0 | |||||
| частей на миллион | 4,16 ± 0,11 | 5,70 ± 0,05 | 47,2 ± 9,6 | 720 ± 0,01 | 24,3 ± 0,3 | ||||||
| Различия (%) | — | — | −22,2 | −57,7 | −18,8 | −24,7 |
| Обозначение | Толщина e м (мм) | Плотность ρ м (г / см 3 ) | Модуль упругости при растяжении 8 E ) | Предел прочности при растяжении σmmax (МПа) | |||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| частей на миллион | 2,3 ± 0,2 | 0,700 ± 0,020 | 620 (интерполяция) | 20,4 (интерполяция) | 31 | 4 ± 0,5 | 0,614 ± 0,004 | 510 ± 0,03 | 15,3 ± 0,7 |
4,6. Рекомендации по инженерной оценке
Объекты этого исследования довольно просты — многослойная труба, состоящая из трех изотропных слоев, где промежуточный слой пенопласта более податлив, чем внутренний и внешний слои. Плотность и растяжимость двух последних слоев такие же, как у однослойного трубного материала (PPS). Все три слоя экструдируются одновременно из одного основного полипропиленового компонента, поэтому ожидается, что они деформируются одинаково при растяжении вплоть до разрушения.Для формирования инженерных оценок воспользуемся простейшим линейно-упругим приближением (σ = Eε) и правилом смесей (RoM).
Поскольку диаграммы напряжение-деформация образцов PPS или PPM являются квазилинейными только в начальном интервале растяжения, заменим постепенно изгибающийся начальный участок диаграммы секущей (синяя и розовая линии) вверх по пределу прочности. σmax (). Затем мы получаем простые аналитические выражения для эффективной плотности ρ и модуля упругости E как функций свойств слоя в виде:
E = Eeve + Eivi + Emvm = Ee (ve + vi) + Emvm
(22 )
Предположим, что настоящий материал PPM достигает своего предела прочности σmax, когда самые жесткие слои e — и i достигают предела прочности σemax, как в случае деформации линейно-упругого материала.Используя эффективное напряжение:
σ = σeve + σivi + σmvm = σe (ve + vi) + σmvm
(23)
и отношение предела прочности к модулю для одинаково деформированных слоев:
затем получаем простое аналитическое выражение для эффективного предела прочности ППМ:
σmax = σemax (ve + vi + EmEevm)
(25)
Остается только сравнить экспериментальные результаты с расчетами по формулам и уточнить, применима ли эта простая модель к исследуемым объектам.Это предусмотрено в. Видно, что ожидаемая эффективная плотность данных показывает совпадение экспериментальных и расчетных результатов. Экспериментальное значение эффективного модуля упругости при растяжении совпадает (с относительной разницей менее 3%) с расчетным, хотя в уравнении (22) использовались результаты интерполяции для модуля упругости м пены со слоем . Этот факт подтверждает правомерность использования интерполяционного подхода и выбранной модели для исследуемых материалов. Предел прочности при растяжении образцов ППМ отличался более заметно из-за очевидного несоответствия между пластическим течением ПП и простым линейно-упругим приближением.Тем не менее, по нашему мнению, наблюдаемая относительная разница (около 12%) все еще приемлема при использовании предложенного упрощенного подхода.
Таблица 6
Экспериментальные и расчетные свойства трубы PPM и ее слоев.
| Параметры и характеристики | Толщина e (мм) | Объем слоя Фракция v (-) | Плотность ρ м (г / см 3 (г / см) 3 Модуль упругости при растяжении | E м (МПа) Предел прочности при растяжении | σmmax (МПа) | ||||
|---|---|---|---|---|---|---|---|---|---|
| e эксперимент с слоями | 1.08 ± 0,10 | 0,266 | 0,90 ± 0,01 | 880 ± 0,02 | 32 ± 1,0 | ||||
| i -уровневый эксперимент | 0,81 ± 0,09 | 0,189 | 0,90 ± 0,07 | 0,90 ± 0,07 | 32 ± 1,0 | ||||
| м -слойный эксперимент | 2,30 ± 0,20 | 0,545 | 0,70 ± 0,02 | 620 (интерполяция) | не требуется | ||||
| 1.000 | 0,79 ± 0,02 | 720 ± 0,01 | 24,3 ± 0,3 | ||||||
| Моделирование PPM | — | — | 0,79 | 740 | 27,1 | — | (21) | (22) | (25) |
Рассмотрим важную ситуацию, когда модули упругости слоев PPM Ee = Ei и Em и ожидаемый эффективный модуль E равны известно заранее, и необходимо определить толщину em пенопласта.Исходя из очевидного факта, что объемная доля vm слоя м является отношением его площади поперечного сечения к площади всей трубы, и по геометрическим соображениям, объемная доля vm слоя м может быть выражается как
vm = (0,5D-ee) 2- (0,5D-e + ei) 2 (0,5D) 2- (0,5D-e) 2 = emDmmeaneDmmean
(26)
где em = e − ee − ei, Dmean = D − e и Dmmean = D − e − ee + ei — толщина слоя м , средний диаметр трубы и диаметр трубы в середине слой м соответственно.Выражая vm из уравнения (22) и вставляя его в уравнение (26), мы получаем выражение, связывающее упомянутые геометрические параметры с ожидаемыми модулями растяжения как
emDmmeaneDmean = Ee − EEe − Em
(27)
Таким образом, уравнения (22), (25) и (27) предлагаются для быстрого и простого определения характеристик одно- или многослойных полипропиленовых труб для инженерных нужд. расчеты. Эти уравнения обеспечивают приемлемый уровень экспериментально подтвержденной точности.
5.Выводы
Настоящая работа адресована производителям и потребителям экструдированных многослойных полипропиленовых труб, которые заинтересованы в инженерных оценках их механических свойств. Несмотря на заметное неупругое поведение полипропилена, было показано, что известные аналитические формулы линейно-упругой аппроксимации позволяют с приемлемой точностью быстро и просто определить эффективные механические свойства многослойных труб. Их свойства зависят от толщины трубы и каждого ее слоя.Результаты работы позволили сделать следующие выводы:
- ○ Продемонстрированы гладкостенные однослойные и многослойные (с пенопластом) полипропиленовые трубы производства SIA EVOPIPES с номинальным / внешним диаметром трубы 110 мм. экспериментальное соответствие тому же номинальному классу SN8 (в испытаниях кольцевой жесткости и гибкости), но показало заметно разные свойства при растяжении (модуль и предел прочности) своих материалов;
- ○ Использование простых аналитических формул линейной интерполяции, линейного упругого приближения и правила смесей (вместо использования более строгого и трудоемкого подхода) позволяет с достаточной точностью предсказать эффективные свойства растяжения многослойного материала. материал трубы на основе экспериментальных данных для каждого слоя.Упомянутые формулы могут использоваться для оценки любых неизвестных характеристик слоев и всей трубы из других известных труб и геометрии трубы;
- ○ Выражение, связывающее допустимую толщину многослойной полипропиленовой трубы и относительное положение пенопласта с ожидаемыми модулями растяжения всей трубы, и каждый слой можно применять для планирования процесса производства трубы, чтобы минимизировать производственные затраты путем контроля изменения свойств трубы.
Судя по результатам расчетов МКЭ, предложенная упрощенная модель (J-C) правильно соответствовала характеристикам материала, определенным при испытаниях на прочность.Расхождения между FEM и экспериментальными результатами для кольцевой жесткости составили 10,0% для труб PPM и 4,0% для труб PPS, соответственно. Что касается характеристик растяжения, разница составила 4,6% для труб из ПФС и 9,0% для труб из ППМ. Принимая во внимание относительное стандартное отклонение экспериментальных результатов, следует подчеркнуть, что результаты FEM очень хорошо коррелируют для образцов PPS. Несколько худшие результаты были получены для образцов PPM, но это результат использования данных по пеноматериалу, полученных в результате интерполяции для многослойных труб.Если предположить, что предел прочности образцов PPM различается больше (см.), И эти результаты были приняты в численную модель, различия будут больше.
Эти результаты можно считать подходящими, так как эти различия были вызваны многими переменными [47,48,49], а также результатами интерполяции пены м .
Вклад авторов
Концептуализация, С.В. и A.A .; методологии, А.А. и R.C .; программное обеспечение, K.J .; валидация, С.В., А.A. и R.C .; формальный анализ, С.В. и K.J .; расследование, С.В. и R.C .; ресурсы, А.А. и K.J .; data curation, S.V .; письменность — оригинальная черновая подготовка, С.В. и R.C .; написание — просмотр и редактирование, А.А. и K.J .; визуализация, R.C .; надзор, А.А .; администрация проекта, С.В .; привлечение финансирования, K.J. Все авторы прочитали и согласились с опубликованной версией рукописи.
Границы | Композиты сэндвич-типа на основе интеллектуального иономерного полимера и микроволокон электропряденого типа
Введение
С самого начала полимерные композиционные материалы играли очень важную роль в области инженерных материалов.В общем, под термином композитный материал мы понимаем материал, приготовленный из двух или более компонентов со значительно разными физическими или химическими свойствами, которые при объединении дают материал с характеристиками, полностью отличными от индивидуальных (Kar, 2016; Sessini et al. др., 2019). Термореактивные, а также термопластичные полимеры могут использоваться для получения полимерных композиционных материалов (Salomi et al., 2007; Zhu et al., 2011). Их приложения разрознены и охватывают все области, которые нас окружают, от аэронавтики до строительства, от биомедицины до объектов дневникового использования, среди прочего (Wang et al., 2017). В настоящее время особое внимание уделяется нанокомпозитным материалам, в которых по крайней мере один компонент должен иметь размер в нанодиапазоне (Peponi et al., 2014).
Для получения полимерных композиционных материалов используется множество различных технологий, таких как прессование, автоклав и вакуумный мешок, предварительное формование, намотка нити, пултрузия, литье с переносом смолы и т. Д., В зависимости от термочувствительности используемой полимерной матрицы (Kim и Ли, 2016).
Другой важный процесс, используемый при работе с полимерными композитами, — это армированный волокном полимер (FRP), обычно используемый в аэрокосмической, автомобильной, строительной, морской и баллистической областях (Ku et al., 2011; Пикеринг и др., 2016). В этом случае обычно используются стеклянные волокна, а также углеродные волокна, и процесс можно разделить на две основные части: (i) изготовление волокон и (ii) процесс формования, используемый для связывания волокон с полимерной матрицей. Вообще, одна из основных проблем термопластичных композитов, которые вызывают меньшую пропитку волокна, — это высокая вязкость расплавленной матрицы. Чтобы решить эту проблему, было разработано множество производственных процессов для термопластичных композитов, и, в частности, в промышленной практике обычно предпочитается использование препрега (Dell’Anna et al., 2018).
Опережая процесс FRP, обычно используемый при изготовлении полимерных композитов, в этом исследовании мы использовали электроспряденные микроволокна для усиления самовосстанавливающихся иономерных полимеров, создавая структуры типа сэндвич, чтобы решить проблему пропитки волокон.
Идея использования волокон, полученных с помощью электропрядения, основана на увеличивающемся развитии техники электропрядения в последние годы, а также на характеристиках, присущих электропряденым волокнам, которые заключаются как в высоком отношении поверхности к объему, так и с большим отношением длины к диаметру. (Фанг и др., 2008; Persano et al., 2013).
Электропрядение — это доступный, универсальный и недорогой метод формирования волокон в диапазоне микрон и нанометров. Этот метод обычно заключается в использовании шприца, содержащего раствор полимера, который протекает через иглу, соединенную с электродом. Другой электрод подключен к коллектору, и при приложении напряжения электростатическая сила, превышающая силу тяжести, преобразует каплю раствора в конус, названный «конусом Тейлора», из которого выталкиваются волокна (Amiraliyan et al., 2009). Расстояние между иглой и коллектором должно быть достаточным для испарения растворителя, а волокна беспорядочно собираются в тканые маты из нетканых волокон. На первый взгляд простой, этот метод требовал оптимизации различных параметров, таких как относящиеся к полимерному раствору, такие как концентрация раствора, тип растворителя, поверхностное натяжение растворов, те, которые относятся к самому электроспиннингу, как приложенное напряжение, скорость потока раствора, расстояние между игла и коллектор, а также параметры окружающей среды, такие как условия температуры и влажности, для контроля однородности геометрии и диаметра волокон (Carrasco-Hernandez et al., 2017).
Кроме того, ожидается, что из-за очень высокого отношения поверхности к объему, типичного для электропряденых волокон, взаимодействие с матрицей будет значительно улучшено, что приведет к высокой эффективности упрочнения. По этим причинам электропряденые маты недавно были предложены в качестве армирующих полимеров в качестве хорошей альтернативы обычным армирующим волокнам (Li and Xia, 2004). Более того, электропряденные волокна можно использовать для включения наноразмерных наполнителей и / или пластификаторов для улучшения механических свойств, а также для придания электропряденым волокнам многофункциональности и универсальности (Sonseca et al., 2012; Пепони и др., 2014; Arrieta et al., 2016a, b; Леонес и др., 2019).
Использование электропряденых волокон для армирования полимерных композиционных материалов является довольно новым явлением, таким образом, учитывая, что к настоящему времени было опубликовано очень мало научных статей, около 10 из источника Scopus, и большинство из них были опубликованы в 2019 году.
Lamastra et al. (2012) впервые опубликовали в 2012 году исследование по созданию нанокомпозитов с электропрядеными волокнами в качестве армирующего элемента. В частности, они использовали поликапролактон, PCL, в качестве матрицы и электропряденых волокон из полиметилметахрилата, PMMA, армированного как многослойными углеродными нанотрубками (MWCNT), так и графеновыми нанопластинками (GNP).Они изготовили композит, используя 5 слоев матрицы и 4 слоя армирующих волокон из электропряденого волокна, поочередно уложенных друг на друга. Они обнаружили, что все композиты демонстрируют прочную границу раздела, необходимую для эффективной передачи нагрузки от матрицы к армированию из электропряденого волокна.
В Kim et al. (2013) исследовали композиты на основе электроспряденных SiC-волокон и фенольной смолы для применения в качестве подложки с высокой теплопроводностью для изготовления рассеивающих тепло микроэлектронных компонентов.В частности, они синтезировали карбид кремния путем пиролиза отвержденных поликарбосилановых волокон и получили, что при содержании SiC 40 мас.% Теплопроводность сильно увеличивается.
In Cherpinski et al. (2018) сообщили о работе над многослойными структурами на основе отожженного электропряденого биополимера, представляющего интерес в качестве барьера для воды и аромата для упаковки пищевых продуктов, в частности, для упаковки на основе волокна.
In Cai et al. (2019) изучали влияние прослоек нанокристаллов полисульфона / целлюлозы методом электропрядения на вязкость межслойного разрушения композитов углеродного волокна / эпоксидной смолы.
Использование электропряденых нановолокон, наполненных активными соединениями, в качестве слоя в композитных материалах в последние годы начинает привлекать внимание ученых. Arrieta et al. (2019) изучали антиоксидантный эффект на биоразлагаемые бислои на основе PHBV и пластифицированных электропряденых волокон, полученных путем инкапсуляции катехина в электропряденых волокнах в качестве носителя антиоксиданта для упаковки пищевых продуктов. Quiles-Carrillo et al. (2019) используют электропряденое волокно для производства многослойных пленок на основе PLA с контролируемым высвобождением чесночной кислоты в качестве антиоксиданта.
López-Córdoba et al. (2019) добавили электропряденые ПВС-волокна в крахмальную матрицу для упаковки активных пищевых продуктов. Их изображения поперечных сечений выявили структуру типа «сэндвич», что указывает на то, что электропряденый мат был полностью включен в композит. В частности, присутствие матов из электропряденого ПВС привело к значительному снижению паропроницаемости пленки.
Кроме того, Kimna et al. (2019) сообщили о производстве многослойных перевязочных мембран с контролируемым высвобождением гентамицина для предотвращения возможных инфекций в месте повреждения.
Маты из электропрядения
также показали высокую пористость и отличную гибкость, поэтому их можно добавлять в композиты для создания новых небольших по размеру и весу легких устройств. Некоторые примеры таких материалов можно найти в литературе. Например, Khalid et al. (2019) изготовили высокочувствительный биоразлагаемый датчик давления на основе нановолоконного диэлектрика для использования в биомедицинских имплантатах или устройствах краткосрочной связи на основе электропряденых мембран PLGA-PCL. Более того, Oroujzadeh et al.(2019) изучали электроспряденные волокна из несульфированного полиэфиркетона ПЭК, полученные методом электроспиннинга, и волокна были пропитаны 70% раствором сульфированного полимера для создания смесевых мембран с контролируемым водопоглощением и повышенной механической прочностью.
Таким образом, характеристики электропряденых волокон обеспечивают широкий спектр преимуществ при производстве композитных материалов, применимость которых изучается в различных областях, таких как производство эпоксидных композитов (Cai et al., 2019) изготовление смолы (Kim et al., 2013) или фильтры для воды и аромата (Cherpinski et al., 2018), а также применение упаковки (Arrieta et al., 2015). Среди различных преимуществ электропряденые волокна широко используются в качестве носителей для активных соединений. Контролируемое высвобождение химических веществ обеспечивает, например, эффективный механизм предотвращения инфекций или защиты пищевых продуктов от загрязнения.
Следовательно, на основе этих достижений в использовании электропряденых волокон, в этой работе мы получаем электропряденые волокна из PLA для достижения структуры типа сэндвич между матрицами из промышленных интеллектуальных полимеров.В частности, были использованы две разные матрицы на основе сополимера поли (этилен- и -метакриловая кислота) (EMAA), хорошо известного под торговым наименованием Nucrel ® и Surlyn ® , оба из которых производятся Dupont ™ Company.
В частности, Nucrel ® представляет собой сополимер EMAA, используемый для фольгированного клея и термосварочного покрытия (DiPoto, 1996; Krabbenborg et al., 2007). Surlyn ® — соответствующий ему иономер, в котором группы MAA частично нейтрализованы ионами натрия, и он используется в качестве материала для инновационной упаковки в фотоэлектрических приложениях (Lertngim et al., 2017), традиционная упаковка от косметики до продуктов питания (Varley, 2007) и для капсулирования мячей для гольфа (Varley, 2007). Surlyn ® способен проявлять как память формы, так и самовосстановление (Varley et al., 2010; Lu and Li, 2016). Sessini et al. (2018) изучали реакцию памяти формы нанокомпозитов на основе Nucrel ® и Surlyn ® , армированных разным количеством наночастиц диоксида кремния.
Лу и Ли (2016) сообщили, что коммерческий Surlyn ® 8940, нейтрализованный натрием, проявляет как односторонний эффект памяти множества форм, так и настраиваемый двусторонний обратимый срабатывание.Zhao et al. (2017) продемонстрировали поведение 3D-печатных объектов с памятью формы, используя тот же коммерчески доступный нейтрализованный цинком EMAA без каких-либо изменений. Кальдерон-Вильяхос и др. (2019) также демонстрируют, что 3D-печать нанокомпозитов на основе Surlyn ® , армированных многослойными углеродными нанотрубками, демонстрирует повышенный механический отклик, сохраняя свои свойства самовосстановления.
Самовосстанавливающиеся свойства этого полимера при высокоскоростном ударе (Varley and van der Zwaag, 2008; Varley et al., 2010), и даже при сверхскоростных ударах, имитирующих столкновения космического мусора (Francesconi et al., 2013).
Температурный отклик этого термопластичного сополимера был изучен Калистой и Уордом (2007), чтобы лучше понять возможности самовосстановления и механизм, происходящий в материале не только при комнатной температуре, но даже при низкотемпературном повреждении полимера.
Заживляющие свойства этого иономера и влияние свободных карбоксильных групп были оценены Vega et al.(2014). Эта стойкость к царапинам жизненно важна при упаковке и инкапсуляции иономера.
Sundaresan et al. (2013) изучили самовосстанавливающиеся свойства композитов на основе тканых углеродных волокон, встроенных в Surlyn ® , что указывает на то, что композит может выдерживать повреждения от удара средней скорости и заживать от энергии удара.
Таким образом, в этой работе тканые нетканые электропряденые волокна PLA, ориентированные случайным образом, расположены между двумя слоями листов Nucrel ® и Surlyn ® (0.500 мм) и спрессован в инновационный композит. Особое внимание было уделено окну обработки для получения окончательного композита. В частности, создание структуры типа сэндвич из Surlyn ® , армированного тканым нетканым электропряденым волокном на основе PLA с повышенной механической, а также твердостью и износостойкостью, может быть использовано для потенциально инновационной упаковки, от косметической, пищевой и фотоэлектрической. Приложения.
Материалы и методы
Материалы
Коммерческий статистический сополимер сополимера этилен-со-метакриловой кислоты, названный Nucrel ® 960 [содержал 15 мас.% сомономера метакриловой кислоты (MAA)] и ее иономер Surlyn ® 8940 с 30% сомономера MAA, нейтрализованным натрием, были любезно предоставлены компанией Dupont ™. Nucrel ® 960 и Surlyn ® 8940 с этого момента именуются соответственно «Nucrel» и «Surlyn».
Полимолочная кислота (PLA2003D, молекулярная масса 12 × 10 4 г / моль, 4,25% мономера D-молочной кислоты) была поставлена Nature Works ® .
Хлороформ (CHCl 3 ) от Sigma Aldrich использовали в качестве растворителя.
Производство микрофибры методом электроспиннинга
Гранулы
PLA сушили в печи в течение ночи при 60 ° C перед использованием. Раствор PLA с концентрацией 10 мас.% В CHCl 3 перемешивали в течение ночи при комнатной температуре перед процессом электроспиннинга, как указано в нашей предыдущей работе (Mujica-Garcia et al., 2014).
Раствор полимера PLA прокачивали через внутреннюю иглу, а хлороформ, как растворитель, прокачивали через внешнюю иглу.
Напряжение 10.5 кВ подавали на положительный полюс и -10,5 кВ на отрицательный полюс, создавая электрическое поле. Расходы раствора растворителя и раствора полимера фиксировали на уровне 0,30 и 0,3 мл / ч соответственно. Этот состав подвергали электроспрядению в течение 4 часов на металлическом плоском коллекторе, покрытом алюминиевой фольгой, размещенном на расстоянии 17,5 см от иглы, с получением тканого нетканого электропряденого мата толщиной 0,5 мкм. Полученные маты сушили в вакууме в течение 24 ч для удаления остатков растворителя.
Изготовление композитов типа сэндвич
Перед обработкой полимеры и микроволокна, полученные методом электропрядения, названные ePLA, сушили при 60 ° C в течение 48 часов.
Композитные конструкции сэндвич-типа обрабатывались в два этапа.
В первом из них пленки на основе Nucrel и Surlyn толщиной 0,5 мм были обработаны прессованием гранул на прессе Dr. Collin 200 × 200 мм при 160 ° C с приложением давления 50 бар в течение 3 и 2 минут с циркуляцией воды. чтобы снизить температуру. Эта процедура использовалась для изготовления неармированных полимерных пленок.
На втором этапе была приготовлена структура типа «сэндвич» путем помещения мата из микроволокна из PLA, полученного методом электроспряжения, между двумя слоями Nucrel или Surlyn, как показано на Рисунке 1, и его сжатия с получением трехслойного набора Nucrel / ePLA / Nucrel. или Surlyn / ePLA / Surlin с именами Nu / ePLA / Nu и Su / ePLA / Su соответственно.
Рисунок 1 . Схематическое изображение конструкции типа сэндвич.
Компрессионное формование структуры сэндвич-типа было выполнено с использованием двух различных окон обработки, чтобы изучить, как условия обработки могут влиять на структуру волокон в структурах сэндвич-типа и их пропитку, а также их адгезию в полимерных слоях финальные композиты.
В частности, в первом случае компрессионное формование выполняли при 160 ° C, 50 бар в течение 3 минут и понижении температуры в течение 2 минут за счет циркуляции воды.Во втором случае параметры были зафиксированы на уровне 120 ° C, давлении 50 бар в течение 3 минут и понижении температуры в течение 2 минут за счет циркуляции воды.
Для того, чтобы сравнить эффект от процедуры добавления электропряденого волокна в композит, в качестве эталонных образцов также были обработаны бислой Nucrel / Nucrel (Nu / Nu) и Surlyn / Surlyn (Su / Su).
Методы характеризации
Морфология композитов типа сэндвич сначала была изучена с помощью оптической микроскопии и с помощью 3D-оптической профилометрии (Zeta 20 от Zeta Instrument).
Чтобы лучше охарактеризовать морфологию на границе раздела между различными полимерными слоями, СЭМ-микрофотографии поверхности криоразрушения композитов на основе нукреля и Сурлина были получены с помощью сканирующей электронной микроскопии, СЭМ, PHILIPS XL30 с вольфрамовой нитью. . Композиты типа «сэндвич» были заморожены с использованием жидкого азота, а затем подверглись криогенному разрушению. Все образцы были покрыты золотом / палладием с помощью автоматического распылителя Polaron SC7640.
SEM PHILIPS XL30 также использовался для характеристики электропряденых волокон из PLA, ePLA.
Термические свойства исследовали методом дифференциальной сканирующей калориметрии (DSC) с использованием прибора Mettler Toledo DSC822e в потоке азота (30 мл / мин). Образцы примерно 10 мг запаивали в алюминиевые поддоны. Термический анализ был запрограммирован при 10 ° C мин. -1 от 0 ° C до 200 ° C с получением температуры плавления (Tm) и энтальпии плавления (ΔHm). Кроме того, была рассчитана степень кристалличности (X c ) каждого образца в соответствии с приведенным ниже уравнением:
χc (%) = (ΔHmΔHm100) × 100 (1)
, где ΔHm 100 — удельная энтальпия плавления 100% кристаллического ПЭ (278 Дж / г) (Weigel, 1981).Степень кристалличности рассчитывали с учетом обоих пиков плавления, показанных сополимерами ЕММА.
Для электропряденого волокна PLA также было получено сканирование DSC в тех же экспериментальных условиях, что и для композитных структур сэндвич-типа.
Термогравиметрический анализ (ТГА) проводили с использованием термоанализатора TGA Q500 от TA Instrument. Все образцы анализировали в динамическом режиме с использованием примерно 10 миллиграммов образца от комнатной температуры до 800 ° C при 10 ° C мин. -1 в атмосфере азота с потоком 60 мл мин. -1 .Температуры при максимальной скорости разложения (T max ) вычисляли по первой производной кривых ТГА (DTG).
Динамический механический термический анализ (DMTA) образцов был проведен с использованием DMA Q800 от TA Instrument в режиме натяжения пленки с амплитудой 5 мкм, частотой 1 Гц, дорожкой усилия 125% и скоростью нагрева 2 ° C мин. −1 . Образцы, подвергнутые DMA, были вырезаны из прессованных пленок в обычные образцы размером примерно 20 мм × 5 мм × 0.90 мм.
Механические свойства определяли с использованием универсальной испытательной машины Instron при скорости деформации 150 мм мин. -1 . Измерения при испытании на растяжение были выполнены на 5 образцах собачьей кости шириной 2 мм, толщиной 0,90 мм, при этом исходная длина между зажимами составляла 20 мм. Из этих экспериментов были получены модуль упругости, как наклон кривой между 0 и 2% деформации, удлинение при разрыве и предел прочности при растяжении.
Испытания на твердость с использованием стандарта Shore D ASTM D2240-05 (ASTM, 2015) были проведены на поверхности образцов с максимальной нагрузкой 10 кг, приложенной в течение 10 с к поверхности каждого образца.Для каждого образца было проведено не менее 10 измерений, чтобы получить репрезентативные средние значения.
Испытания на износ проводились при комнатной температуре и в условиях сухого скольжения с конфигурацией «штифт на диске» (трибометр Microtest) с использованием полимерных образцов в качестве дисков размером 4 × 4 × 3 мм в мм. Контртело представляло собой шар диаметром 6 мм из углеродистой стали. Испытания на износ проводились при комнатной температуре в сухих условиях при нагрузке 10 Н и скорости вращения образцов 200 об / мин.Испытание продолжалось до глубины износа при общем расстоянии скольжения 1000 м. Машина для испытания на износ непрерывно регистрировала коэффициент трения и глубину износа образцов.
Оптическая профилометрия
3D также использовалась для изучения механизма износа материалов и для расчета потерянного объема изношенной дорожки каждого образца после испытания на износ. Большие области образца могут быть проанализированы в двухмерном и трехмерном режимах благодаря способности оборудования перемещать платформу держателя образца электронным способом, снимать отдельные микрофотографии и восстанавливать всю отсканированную область.Программное обеспечение Mountain Map использовалось для создания трехмерных микрофотографий на основе данных, полученных с помощью трехмерного оптического профилометра.
Потеря объема при испытаниях на износ определялась по объему изношенного пути. Этот объем был рассчитан во время испытания с использованием трехмерных микрофотографий, полученных с помощью трехмерных оптических профилей, и последующей обработки с помощью программного обеспечения Mountain Map. Для оценки механизма изнашивания материала в различных условиях был применен закон Арчарда (Archard, 1953):
, где V — объем износа, L — расстояние скольжения, являющееся коэффициентом V / L — скорость износа, W — приложенная нагрузка, H — твердость образца, K — постоянная Арчарда и k v — удельная скорость износа, рассчитанная на основе потерянного объема.
Результаты и обсуждение
Как правило, конструкционные композитные материалы из углеродного волокна производятся с использованием слоев тканой ткани, содержащей несколько тысяч армирующих волокон, уложенных друг на друга с разной угловой ориентацией (Barile and Casavola, 2019). В нашем случае, случайно ориентированные тканые нетканые маты из электропряденого волокна PLA используются в трехслойной стопке Nu / ePLA / Nu или Su / ePLA / Su.
Прежде всего, после получения электропряденых матов морфология их волокон была изучена с помощью сканирующей электронной микроскопии.СЭМ-изображения микроволокон из электропряденого PLA показаны на рисунке 2. Как можно видеть, были получены прямые, беспорядочно ориентированные волокна без бусинок со средним диаметром около 3,5 ± 0,7 мкм.
Рис. 2. (A, B) СЭМ-изображения микроволокон из электропряденого PLA разной величины.
С другой стороны, морфология композитов сэндвич-типа, полученных с помощью различной температурной обработки, была впервые исследована OM, и микрофотографии OM представлены на Рисунке 3.
Рисунок 3 . ОМ-изображения многослойных композитов на основе нукреля и сурлина, армированных электроспряденными микроволокнами из PLA.
Важно отметить, что для трехслойного пакета, обработанного при 160 ° C, волокна потеряли свою форму и полностью расплавились, как в многослойных композитах на основе нукреля, так и на основе Surlyn. В этом случае, когда электроспряденные волокна PLA полностью расплавляются, образцы называются Nu / mePLA / Nu и Su / mePLA / Su.
При температуре обработки 120 ° C были получены композиты на основе неплавленых волокон.Эта температура обеспечивает адгезию между полимерными слоями многослойной структуры, но в то же время она ниже, чем температура плавления PLA, поддерживающего структуру волокна. Следовательно, очевидно, что благодаря своей прозрачности конечные композиты, армированные неплавленым ePLA, сохраняют хаотически ориентированную структуру тканых нетканых электропряденых волокон PLA.
Как можно заметить, существует явная разница между образцом с расплавленными и неплавленными волокнами.Когда волокна не расплавлены, их морфология не изменяется внутри сэндвич-структуры, в то время как образцы на основе расплавленных волокон демонстрируют слияние волокон из-за их плавления, причем этот эффект сильнее в Nu / mePLA / Nu, чем в образце на основе Surlyn, вероятно, из-за эластомерного характера нукреля. Однако в случае нерасплавленных волокон диаметры электропряденых волокон PLA, включенных в сэндвич-структуру, изменяются, увеличивая свои значения. В частности, для Nu / ePLA / Nu мы получили средний диаметр 7.3 ± 1,9 мкм, тогда как для Su / ePLA / Su среднее значение 10,6 ± 2,1 мкм было рассчитано на основе 50 различных измерений.
Морфология, наблюдаемая с помощью OM, подтверждена анализом SEM. На Рисунке 4 представлены микрофотографии криотрещинной поверхности трехслойных композитных материалов. Плавление электропряденых волокон подтверждается как в композитах на основе нукреля, так и на основе Surlyn, когда в процессе производства использовалась температура 160 ° C. Как легко заметить на рис. 4 (вставка), в случае композитов на основе нукреля получается пустая граница раздела между матрицей нукрел и армированием ePLA.Совершенно иное поведение наблюдалось для сэндвич-структур на основе Surlyn. Этот зазор указывает на низкое взаимодействие между армированием на основе PLA и матрицей Nucrel, предполагая, что присутствие ионов Na + в композитах на основе Surlyn увеличивает совместимость с PLA. Поддерживая этот результат, Jantanasakulwong et al. (2016) сообщили о аналогичном результате в 2016 году для тройных смесей на основе PLA, акрилового каучука (ACM) и этилен-метакриловой кислоты с ионами натрия (EMAA-Na).Они сообщили, что EMAA-Na может взаимодействовать как с PLA, так и с ACM, действуя как компатибилизатор между PLA и ACM. Они продемонстрировали, что ионы Na + в EMAA-Na способны улучшать межфазную адгезию через концевые группы PLA и эпоксидную группу ACM, поскольку ион Na + действует как катализатор для ускорения межфазной реакции.
Рисунок 4 . СЭМ-изображения поперечного сечения многослойных композитов на основе нукрела и сурлина, армированных электропряденными микроволокнами из PLA.
Термограммы DSC для электропряденых волокон, а также для многослойных структур показаны на рисунке 5. В частности, термограммы DSC для электропряденых волокон из PLA представлены на рисунке 5A. Структура типа «сэндвич» на основе Nucrel ® представлена на рисунке 5B, а структуры на основе Surlyn ® — на рисунке 5C. Как можно заметить, все составы композита демонстрировали два характерных эндотермических пика материалов на основе EMAA. Как сообщалось в нашей предыдущей работе (Sessini et al., 2018), самый высокий пик температуры соответствует температуре плавления кристаллов полиэтилена, тогда как самый низкий пик температуры приписывается плавлению небольших вторичных кристаллов полиэтилена, которые медленно образуются после первичной кристаллизации (Marx and Cooper, 1974; Tsujita et al., 1987; Kuwabara, Horii, 2002; Loo et al., 2005; Dolog, Weiss, 2013). Кроме того, образцы Nu / ePLA / Nu и Su / ePLA / Su показали дополнительный небольшой эндотермический пик при температуре около 150 ° C, приписываемый плавлению полукристаллических микроволокон из электропряденого PLA, импрегнированных внутри сэндвич-структуры.Более того, сравнивая таким образом многослойную структуру, полученную при различной температуре обработки, легко заметить, что структура волокна не изменяется, когда температура плавления PLA не достигается в процессе изготовления.
Рисунок 5 . Первое сканирование методом ДСК для всех обработанных материалов и их многослойных композитов с микроволокнами PLA. (A) ePLA, (B) Многослойные композиты на основе нукреля и (C) Многослойные композиты на основе Surlyn.
Термические свойства всех обработанных материалов приведены в таблице 1. Как можно заметить, увеличение степени кристалличности наблюдалось для Nu / Nu, вероятно, из-за двойной обработки, которая работает как обработка отжигом для образца. . Кроме того, присутствие нерасплавленного микроволокна PLA в сэндвич-структуре Nu / ePLA / Nu приводит к наивысшему значению степени кристалличности. Тем не менее, никаких значительных изменений в степени кристалличности материалов на основе Surlyn не наблюдалось.
Таблица 1 . Тепловые свойства всех обработанных образцов.
Термограммы ТГА и ДТГ представлены на Рисунке 6 для всех материалов. Сравнивая чистые материалы, одиночные пленки и бислои Nucrel и Surlyn, присутствие фракции нейтрализованного сомономера MAA с Na + увеличивает термостабильность сополимеров EMAA, сдвигая T max примерно на 20 ° C, как сообщалось ранее ( Sessini et al., 2018). Неожиданно присутствие мата из микроволокон PLA внутри структуры сэндвич-типа увеличивало термическую стабильность материалов на основе Nucrel на 6 и 11 ° C для Nu / mePLA / Nu и Nu / ePLA / Nu, соответственно.Тем не менее, не наблюдалось никаких значительных изменений термостойкости сэндвич-структуры на основе Surlyn из-за присутствия мата из микрофибры PLA. Такое поведение подтверждает ранее полученные результаты. Материалы на основе Nucrel демонстрируют меньшую совместимость с матом из микрофибры PLA, чем материалы на основе Surlyn. Это связано с присутствием фракции нейтрализованного сомономера MAA с Na + в материалах на основе Surlyn, как ранее сообщалось в литературе (Jantanasakulwong et al., 2016).
Рисунок 6 . Термогравиметрический анализ всех обрабатываемых материалов. (A) Материалы на основе нукреля и (B) Материалы на основе сурлина.
Динамический термомеханический анализ был проведен с целью изучения релаксации основной цепи во всех материалах на основе EMAA и их композитах. На Рисунке 7 показаны динамический модуль упругости, модуль потерь и кривые tanδ для всех обработанных и изготовленных материалов. Все материалы на основе EMAA обладают схожими эластичными свойствами.Как сообщалось в нашей предыдущей работе (Sessini et al., 2018), материалы на основе нукреля показали три основных релаксации. Первый приписывается локальному молекулярному движению аморфного сегмента PE (Tachino et al., 1993). Вторая была отнесена к микроброуновскому сегментарному движению в аморфной области (Eisenberg, Navratil, 1974; Tachino et al., 1993). А третий предназначался для плавления вторичных кристаллов. Однако для материалов на основе Surlyn наблюдалась такая же релаксация, но пик, соответствующий его T m2 , смещен в сторону более высокой температуры по сравнению с материалами на основе Nucrel, и наблюдалась четвертая релаксация, которая была приписана расстеклованию ионов достигают регионов (Тачино и др., 1993). Более того, последний пик наблюдался для структуры типа сэндвич как на основе нукреля, так и на основе Surlyn, содержащей расплавленные и нерасплавленные микроволоконные маты из PLA, который был приписан T g из PLA.
Рисунок 7 . Динамические механические свойства: модуль накопления (E ‘), модуль потерь (E ”) и коэффициент демпфирования (tanδ) как функция температуры (A, C, E) Многослойный слой на основе нукреля, армированный микроволокнами из электроспряденного PLA (B , D, F) Многослойный слой на основе Surlyn, армированный электропряденными микроволокнами PLA.
На рис. 8 представлен пример кривых растяжения, полученных для всех обрабатываемых материалов.
Рисунок 8 . Кривые напряжение-деформация для материалов на основе (A) Nucrel и материалов на основе (B) Surlyn.
При сравнении материалов на основе нукреля и сурлина нейтрализация сомономера МАК с помощью Na + вызывает повышение механических свойств, демонстрируя более высокий модуль упругости и более высокие значения максимального напряжения, как сообщалось ранее (Sessini et al., 2018). Механические свойства всех обработанных материалов приведены в таблице 2. Как можно заметить, модуль упругости эталонных образцов увеличился более чем в три раза для Nu / Nu и почти в два раза для Su / Su, вероятно, из-за двойного обработка, которая в случае Nucrel увеличивала также степень кристалличности, как это наблюдалось в анализе DSC для материалов на основе Nucrel.
Таблица 2 . Механические свойства обрабатываемых материалов.
Однако в заключительной части данной работы мы предпочитаем сосредоточить внимание на композиционных материалах, полученных с использованием электропряденых волокон неплавленого PLA, таким образом, учитывая, что в случае расплавленных волокон мы получаем смесь двух различных материалов, а не сэндвич. -типовая структура.
На рис. 9 показан общий вид микрофотографии Surlyn, армированного PLA, после производственного процесса при 120 ° C. 3D Optical Profiler, используемый в этом исследовании, может обрабатывать 2D (рисунок 9A) и 3D микрофотографии, на которых видны различные композиционные плоскости прозрачного материала (рисунок 9B).На двухмерном изображении можно увидеть электроспряденные волокна PLA благодаря оптической прозрачности Surlyn. На трехмерной микрофотографии рисунка 9B можно увидеть верхнюю плоскость полимера Surlyn (с царапиной из-за манипуляций с материалом), а также внутреннюю плоскость материала, в которой расположены волокна PLA, между двумя пластинами Surlyn. . Последующая обработка цифровой микрофотографии позволяет создать 3D-микрофотографию, на которой верхний слой Surlyn разделен, а случайный мат PLA можно наблюдать в 3D.Отдельные волокна PLA не плавятся из-за термической обработки, используемой для включения их в конечную полимерную матрицу, как это было видно на микрофотографиях фиг. 9A, C.
Рисунок 9 . Трехмерные микрофотографии армированного сэндвича Su / ePLA / Su, полученные с помощью трехмерной оптической профилометрии: (A) , вид сверху; (B) Трехмерная микрофотография с наблюдением верхнего слоя Surlyn ® и внутреннего слоя PLA: (C) Трехмерная микрофотография внутреннего слоя PLA.
Испытания на твердость по Шору D
были проведены для неармированных композитов и композитов, армированных PLA (рис. 10A). Значения твердости неармированных термопластов весьма схожи и составляют около 46. Добавление PLA в полимерную матрицу увеличивает твердость материала примерно на 30% с конечными значениями около 60. Эта более высокая твердость должна приводить к лучшим характеристикам износостойкости материала. оба армированных полимера.
Рис. 10. (A) Средние значения твердости различных образцов; (B) Коэффициент трения vs.расстояние скольжения образцов, зафиксированное при испытаниях на износ.
Чтобы подтвердить это, были проведены испытания на износ при комнатной температуре с использованием процедуры и конфигурации, указанных в экспериментальной части. Коэффициент трения (CoF) и удельная скорость износа ( k v ) были определены для различных испытанных образцов.
Nucrel, Surlyn и его композиты, армированные PLA, показаны на Рисунке 10B с точки зрения CoF и расстояния скольжения, зарегистрированных во время испытаний на износ.CoF увеличивается во время испытания в случае неармированных полимеров и в случае образца Nu / ePLA / Nu, но в случае армированного иномера Su / ePLA / Su наблюдается стабилизация CoF после 100 м расстояния скольжения. . Наибольшее трение имеет место в случае неармированных полимеров, со значениями выше 0,8 в конце испытаний, в то время как в случае армированных полимеров значения поддерживаются ниже 0,5, что указывает на более высокую износостойкость матрицы, армированной PLA.
Наблюдение за изношенными дорожками с помощью оптической микроскопии позволяет выявить причины различного полученного CoF (рис. 11).Полимеры Pure Nucrel и Surlyn представляют собой изношенную гусеницу со следами вспашки в направлении скольжения стального контртела. Эти отметки показывают, что основным механизмом износа этих образцов является истирание, и это является причиной полученного высокого значения CoF. Мусор, образовавшийся в результате истирания исследуемого материала, обычно прикрепляется к контртелу, а сама изношенная гусеница увеличивает свою шероховатость из-за следов вспашки из-за удаления материала. Оба фактора связаны с увеличением CoF по мере увеличения расстояния скольжения по поверхности неармированного образца в течение всего испытания (рис. 10В).
Рисунок 11 . Микрофотографии с помощью оптической микроскопии различных протестированных образцов (A – D) со стрелкой направления скольжения, отмеченной: неармированный Nucrel (A) и Surlyn (B) ; усиленный Nucrel (C) и усиленный Surlyn (D) . Данные оптического профилометра: (E) 3D-микрофотография с большим увеличением центральной части изношенной дорожки образца Su / ePLA / Su и профиль (F) поперечного сечения центральной части изношенной дорожки этого образца.
В случае армированных полимеров (рисунки 11C, D) наблюдалось изменение механизма износа. Образец Nu / ePLA / Nu показывает уменьшение истирания (рис. 11C), при этом следы вспашки локализованы только в боковой зоне изношенного пути; но центральная часть трассы без явных следов истирания. Между тем, композиционный материал сэндвич-структуры Su / ePLA / Su с иономером (рис. 11D) показывает четко различную изношенную дорожку после трибологических испытаний. Нет никаких признаков истирания, при полном отсутствии следов вспашки в направлении скольжения (стрелка, отмеченная на рисунке 11D), но наблюдаются некоторые отметки на гусенице, перпендикулярные направлению скольжения.Наблюдение изношенной дорожки при больших увеличениях с помощью 3D оптического профилометра (рис. 11E) показывает морфологию изношенной дорожки. Следы на дорожке — это микропластическая деформация материала, свидетельствующая о том, что это основной механизм износа иономерного композита, армированного PLA. Этот материал обладает способностью восстанавливать механические повреждения при низкой температуре (выше 40 ° C), когда собственный механизм повреждения создает достаточную температуру в материале, то есть за счет трения между поврежденным объектом и материалом, или когда внешний источник тепла используется. нанесенный на материал (López et al., 2018).
В таблице 3 собраны некоторые основные морфологические аспекты изношенных гусениц, полученные после испытаний на износ. Шероховатость дорожек измерялась с помощью 3D-оптической профилометрии. Квадратичная шероховатость поверхности ( Sq ) используется в качестве репрезентативного значения шероховатости поверхности изношенной дорожки испытуемых образцов в ее центральной зоне.
Таблица 3 . Шероховатость поверхности, глубина износа и удельная скорость износа следов износа различных образцов.
Понятно, что абразивный механизм создает высокую шероховатость изношенной гусеницы из-за отделения материала, создающего следы вспашки, со значениями Sq между 2,1 и 3,8 мкм. Между тем, в случае образца Su / ePLA7Su значение Sq уменьшается до 0,7 мкм. Изношенная дорожка этого образца гладкая, с микропластическими деформациями дорожки и отсутствием линий истирания (рисунки 11D – F). Кроме того, глубина износа, рассчитанная с помощью 3D-оптического профилометра различных образцов (рис. 12), показывает различную реакцию на испытание на износ.Глубина изношенной дорожки максимальна в случае сополимера Nucrel и составляет 70 мкм, как было рассчитано с помощью 3D-оптической профилометрии и анализа данных с помощью программного обеспечения Mountain Map (рис. 12A). Трехмерная реконструкция полученных микрофотографий, показанная на рисунке 12 для случая Nucrel и Su / ePLA / Su, в качестве репрезентативных ответов, позволяет рассчитать объем изношенного пути с помощью программного обеспечения Mountain и с использованием уравнения ( 2), удельную скорость износа ( k v ) можно определить со значением 2.8 10 −3 (мм 3 / Н · м) для этого образца.
Рисунок 12 . Микрофотографии трехмерной оптической профилометрии с помеченными поперечными линиями стрелками, полученные на изношенной дорожке: (A) Nucrel образца и поперечный профиль (вставка) (B) Su / ePLA / Su образец и поперечный профиль (вставка).
Превосходные характеристики износа иономерного полимера Surlyn очевидны, с уменьшением примерно на 34% глубины изношенной дорожки и на 46,4% по сравнению с сополимером Nucrel.
Добавление электропряденых волокон PLA в полимерную матрицу оказывает положительное влияние как на матрицу Nucrel, так и на матрицу Surlyn, в основном за счет увеличения конечной твердости материала, как показано на Рисунке 10. Но удельная скорость износа в случае Su / ePLA / Su на два порядка ниже, чем в случае неармированного полимера, и это улучшение не достигается в случае армированного нукреля. Следовательно, изменение механизма износа от истирания к микропластической деформации имеет положительный эффект с точки зрения характеристик износа и может быть каким-то образом связано со способностью к самовосстановлению иономера.При наблюдении трехмерной микрофотографии их, изношенных дорожек в случае Surlyn, глубина изношенных дорожек составляет 41,5 мкм в неармированном материале и всего 7,6 мкм в случае армированного образца (Рисунок 12B). Глубина этой изношенной дорожки очень мала, и это отражает высокий отклик от износа этого композита Su / ePLA / Su с самой низкой удельной скоростью износа из исследованных материалов в данной работе, 2,1 × 10 −5 мм 3 / Н м. Этот материал обладает способностью к пластической микродеформации и, таким образом, рассеивает энергию процесса износа без потери материала из-за истирания и без образования отверстий, как в случае с остальными протестированными материалами (Рисунки 11, 12A. ).
Выводы
Композиты типа «сэндвич» были успешно получены путем добавления микроволокон электропрядения для усиления самовосстанавливающихся иономерных полимеров. В частности, трехслойный пакет на основе электропряденых волокон PLA между двумя слоями коммерческих сополимеров полиэтилена- и -метакриловой кислоты (EMAA), хорошо известных под торговым наименованием Nucrel ® и Surlyn ® . , оба они производства компании Dupont ™ прошли переработку. Surlyn ® представляет собой соответствующий иономер Nucrel ® , в котором группы MAA частично нейтрализованы ионами натрия.В этих композитах мы решаем проблему пропитки, характерную для композитных материалов. Следовательно, для создания структуры типа сэндвич, во-первых, была достигнута оптимизация окна обработки, чтобы сохранить произвольно ориентированную структуру волокон на конечных композитах. В частности, создание структуры типа «сэндвич» с использованием Surlyn ® , армированного тканым нетканым электропряденым волокном на основе PLA, обеспечивает улучшенный механический отклик, а также повышенную твердость и износостойкость.В частности, истирание является основным механизмом износа во всех образцах, за исключением образца Su / ePLA / Su, в котором наблюдается изменение поведения с микропластической деформацией в качестве основного механизма износа. Кроме того, износостойкость образца Su / ePLA / Su на два порядка выше, чем у остальных протестированных материалов, в результате полученной удельной скорости износа. Таким образом, переработка композитов типа сэндвич, армированных электроспряденными волокнами, может рассматриваться как перспективная технология для будущих решений в области активной упаковки.
Заявление о доступности данных
Все наборы данных, созданные для этого исследования, включены в статью / дополнительный материал.
Авторские взносы
VS выполнила экспериментальный анализ, а также обработку композиционных материалов. Компания AJL провела анализ твердости и износа, а также обсудила результаты. AL выполняет процесс электропрядения и характеризует материалы. AU обсудил результаты. LP планировал работу и помогал в экспериментальном анализе и обсуждении результатов.Все авторы написали и обсудили окончательную версию статьи.
Финансирование
MAT2017-88123-P, PCIN-2017-036, RYC-2014-15595, от MINEICO при софинансировании с фондами FEDER и AEI. Проект S2018 / NMT-4411 ADITIMAT-CM от Мадридского сообщества.
Конфликт интересов
Авторы заявляют, что исследование проводилось при отсутствии каких-либо коммерческих или финансовых отношений, которые могут быть истолкованы как потенциальный конфликт интересов.
Благодарности
Авторы благодарят Министерство экономики, промышленности и конкурентоспособности Испании (MINEICO) (MAT2017-88123-P, PCIN-2017-036), софинансируемое фондами FEDER и AEI.Авторы выражают признательность за финансовую поддержку, полученную от Comunidad de Madrid (Аддитивное производство от материала к применению, проект Aditimat-CM, S2018 / NMT-4411) и компании Dupont ™ за любезно предоставленные полимеры. LP подтверждает заключение контракта Ramon y Cajal (RYC-2014-15595) с MINEICO.
Список литературы
Амиралиян Н., Нури М. и Киш М. Х. (2009). Влияние некоторых параметров электропрядения на морфологию нановолокон на основе натурального шелка. J. Appl. Polym.Sci. 113, 226–234. DOI: 10.1002 / app.29808
CrossRef Полный текст | Google Scholar
Арриета, М. П., Лопес, Дж., Лопес, Д., Кенни, Дж. М., и Пепони, Л. (2015). Разработка гибких материалов на основе смесей пластифицированных электропряденых ПЛА – ПГБ: структурные, термические, механические и дезинтегрирующие свойства. Eur. Polym. J. 73, 433–446. DOI: 10.1016 / j.eurpolymj.2015.10.036
CrossRef Полный текст | Google Scholar
Арриета, М. П., Лопес, Х., Лопес, Д., Кенни, Дж. М., и Пепони, Л. (2016a). Биоразлагаемые электроспрядные бионанокомпозитные волокна на основе пластифицированных смесей ПЛА – ПГБ, армированные нанокристаллами целлюлозы. Ind. Crops Prod. 93, 290–301. DOI: 10.1016 / j.indcrop.2015.12.058
CrossRef Полный текст | Google Scholar
Арриета, М. П., Лопес, Дж., Лопес, Д., Кенни, Дж. М., и Пепони, Л. (2016b). Влияние добавления хитозана и катехина на структурные, термические, механические и дезинтегрирующие свойства пластифицированных биокомпозитов ПЛА-ПГБ с электропрядением. Polym. Деграда. Stab. 132, 145–156. DOI: 10.1016 / j.polymdegradstab.2016.02.027
CrossRef Полный текст | Google Scholar
Арриета П. М., Диес Гарсия А., Лопес Д., Фиори С. и Пепони Л. (2019). Антиоксидантные бислои на основе ПОБВ и пластифицированных электропряденых волокон ПЛА-ПОБ, инкапсулирующих катехин. Наноматериалы 9: 346. DOI: 10.3390 / nano
46
PubMed Аннотация | CrossRef Полный текст | Google Scholar
ASTM (2015). Стандартный метод испытания свойств резины — твердость по дюрометру .Вест Коншохокен, Пенсильвания: ASTM International.
Google Scholar
Бариле, К., Касавола, К. (2019). Механические характеристики образцов пластмасс, армированных углеродным волокном, для аэрокосмической промышленности. Polym. Compos. 40, 716–722. DOI: 10.1002 / pc.24723
CrossRef Полный текст | Google Scholar
Cai, S., Li, Y., Liu, H.-Y., and Mai, Y.-W. (2019). Влияние прослоек электропряденых нанокристаллов полисульфона и целлюлозы на вязкость межслойного разрушения композитов углеродного волокна и эпоксидной смолы. Compos. Sci. Technol. 181: 107673. DOI: 10.1016 / j.compscitech.2019.05.030
CrossRef Полный текст | Google Scholar
Кальдерон-Вильяхос, Р., Лопес, А. Дж., Пепони, Л., Мансано-Сантамария, Дж., И Уренья, А. (2019). Самовосстанавливающийся композитный полимер, напечатанный на 3D-принтере, армированный углеродными нанотрубками. Mater. Lett. 249, 91–94. DOI: 10.1016 / j.matlet.2019.04.069
CrossRef Полный текст | Google Scholar
Карраско-Эрнандес, С., Гутьеррес, Дж., Пепони, Л., и Терчак, А. (2017). Оптимизация технологического окна электропрядения для изготовления наноструктурированных волокон PE-b-PEO и гибридных PE-b-PEO / EBBA. Polym. Англ. Sci. 57, 1157–1167. DOI: 10.1002 / pen.24492
CrossRef Полный текст | Google Scholar
Черпински А., Торрес-Гинер С., Кабедо Л., Мендес Дж. А. и Лагарон Дж. М. (2018). Многослойные структуры на основе отожженных электропряденых биополимерных покрытий, представляющие интерес для упаковки пищевых продуктов на основе волокон с водо- и ароматическим барьером. J. Appl. Polym. Sci. 135: 45501. DOI: 10.1002 / app.45501
CrossRef Полный текст | Google Scholar
Делль’Анна, Р., Лионетто, Ф., Монтанья, Ф., и Маффеццоли, А. (2018). Укладка и уплотнение композитной трубы in situ ультразвуковой сваркой композитной ленты с термопластичной матрицей. Материалы 11: e786. DOI: 10.3390 / ma11050786
PubMed Аннотация | CrossRef Полный текст | Google Scholar
ДиПото, Дж. П. (1996). Термосвариваемая барьерная пленка с высоким содержанием влаги и способ ее изготовления . Патент США № 5,558,930. Вашингтон, округ Колумбия: Бюро по патентам и товарным знакам США.
Google Scholar
Долог Р., Вайс Р. А. (2013). Поведение с памятью формы карбоксилат-иономера на основе полиэтилена. Макромолекулы 46, 7845–7852. DOI: 10.1021 / ma401631j
CrossRef Полный текст | Google Scholar
Айзенберг А. и Навратил М. (1974). Кластеризация ионов и вязкоупругая релаксация в иономерах на основе стирола.IX-Ray V. и динамические механические исследования. Макромолекулы 7, 90–94. DOI: 10.1021 / ma60037a018
CrossRef Полный текст | Google Scholar
Фанг, Дж., Ню, Х., Линь, Т., и Ван, X. (2008). Применение электропряденых нановолокон. Подбородок. Sci. Бык. 53, 2265–2286. DOI: 10.1007 / s11434-008-0319-0
CrossRef Полный текст | Google Scholar
Франческони, А., Джакомуццо, К., Гранде, А. М., Мудрик, Т., Заккариотто, М., Этемади, Э. и др.(2013). Сравнение самовосстанавливающегося иономера с бамперами из алюминиевого сплава для защиты оборудования космических кораблей от ударов космического мусора. Adv. Space Res. 51, 930–940. DOI: 10.1016 / j.asr.2012.10.013
CrossRef Полный текст | Google Scholar
Джантанасакулвонг, К., Кобаяси, Ю., Кубояма, К., и Угидзава, Т. (2016). Термопластический вулканизат на основе поли (молочной кислоты) и акрилового каучука, смешанного с иономером этилена. J. Macromol. Sci. Часть B 55, 1068–1085.DOI: 10.1080 / 00222348.2016.1238434
CrossRef Полный текст | Google Scholar
Калиста, С. Дж. Младший, и Уорд, С. Дж. (2007). Термические характеристики реакции самовосстановления в сополимерах сополимера этилена и метакриловой кислоты. Дж. Рой. Soc. Инт . 4, 405–411. DOI: 10.1098 / rsif.2006.0169
PubMed Аннотация | CrossRef Полный текст | Google Scholar
Кар, К. К. (2016). Композиционные материалы: обработка, применение, характеристики. Берлин; Гейдельберг: Springer.
Google Scholar
Халид, М.А. У., Али, М., Соомро, А. М., Ким, С. В., Ким, Х. Б., Ли, Б.-Г. и др. (2019). Высокочувствительный биоразлагаемый датчик давления на основе нановолоконного диэлектрика. Sens. Actuat. Физ. 294, 140–147. DOI: 10.1016 / j.sna.2019.05.021
CrossRef Полный текст | Google Scholar
Ким, Т.-Э., Бэ, Дж. К., Чо, К. Ю., Шул, Ю.-Г., и Ким, К. Ю. (2013). Изготовление композитов из электропряденого полотна из SiC-волокон и фенольной смолы для нанесения на подложку с высокой теплопроводностью. J. Nanosci. Nanotechnol. 13, 3307–3312. DOI: 10.1166 / jnn.2013.7264
PubMed Аннотация | CrossRef Полный текст | Google Scholar
Ким, В. Дж., И Ли, С. Дж. (2016). Влияние вязкости расплава и пропитки пленки на механические свойства термопластичных композитов. Материалы 9: E448. DOI: 10.3390 / ma
PubMed Аннотация | CrossRef Полный текст | Google Scholar
Кимна, К., Тамбурачи, С., и Тихминлиоглу, Ф.(2019). Новые многослойные перевязочные мембраны на основе зеина с контролируемым высвобождением гентамицина. J. Biomed. Матер. Res. Часть B Прил. Биомат. 107, 2057–2070. DOI: 10.1002 / jbm.b.34298
PubMed Аннотация | CrossRef Полный текст | Google Scholar
Краббенборг, Ф. Дж. Т., Мангнус, М. А., Бело, П. К., и Леон, Дж. (2007). Реактивный термоплавкий клей. Патент США № 7 271 202. Вашингтон, округ Колумбия: Бюро по патентам и товарным знакам США.
Google Scholar
Ку, Х., Ван Х., Паттарачайякуп Н. и Трада М. (2011). Обзор свойств при растяжении полимерных композитов, армированных натуральным волокном. Композит. Часть B англ. 42, 856–873. DOI: 10.1016 / j.compositesb.2011.01.010
CrossRef Полный текст | Google Scholar
Кувабара К. и Хории Ф. (2002). Твердотельный ЯМР-анализ кристаллической-некристаллической структуры и ее термических изменений для иономеров этилена. J. Polymer Sci. Часть B Polymer Phys. 40, 1142–1153.DOI: 10.1002 / polb.10174
CrossRef Полный текст | Google Scholar
Ламастра, Ф. Р., Апулия, Д., Монти, М., Велла, А., Пепони, Л., Кенни, Дж. М. и др. (2012). Поли (ε-капролактон), армированный волокнами поли (метилметакрилата), наполненными многослойными углеродными нанотрубками или графеновыми нанопластинками. Chem. Англ. J. 195–196, 140–148. DOI: 10.1016 / j.cej.2012.04.078
CrossRef Полный текст | Google Scholar
Леонес, А., Сонсека, А., Лопес, Д., Фиори, С., и Пепони, Л. (2019). Эффект памяти формы на электропряденых волокнах на основе PLA, изменяющих их тепловой отклик. Eur. Polym. J. 117, 217–226. DOI: 10.1016 / j.eurpolymj.2019.05.014
CrossRef Полный текст | Google Scholar
Lertngim, A., Phiriyawirut, M., Wootthikanokkan, J., Yuwawech, K., et al. (2017). Получение пленок Surlyn, армированных нановолокнами целлюлозы, и возможность применения прозрачных композитных пленок для органической фотоэлектрической инкапсуляции. Рой. Soc. Open Sci. 4, 1–18. DOI: 10.1098 / RSOS.170792
CrossRef Полный текст | Google Scholar
Ли Д., Ся Ю. (2004). Электропрядение из нановолокон: изобретаем колесо? Adv. Матер. 16, 1151–1170. DOI: 10.1002 / adma.200400719
CrossRef Полный текст | Google Scholar
Лоо, Ю.-Л., Вакабаяси, К., Хуанг, Ю.Э., Регистр, Р.А., и Сяо, Б.С. (2005). Плавление тонких кристаллов приводит к низкотемпературному эндотерму в иономерах этилена / метакриловой кислоты. Полимер 46, 5118–5124. DOI: 10.1016 / j.polymer.2005.04.043
CrossRef Полный текст | Google Scholar
Лопес, А. Дж., Тено, Дж., Уренья, А., и Рамс, Дж. (2018). «Лечебная способность иономерных полимеров при повреждениях при низкоэнергетическом переносе», в How Smart Are the Polymers , ed. Дж. М. Р. Э. Лаура Пепони (Нью-Йорк, Нью-Йорк: Nova Science Publishers, 149–174.
Google Scholar
Лопес-Кордова, А., Эстевес-Ареко, С., и Гоянес, С. (2019).Биокомпозиты на основе картофельного крахмала с улучшенными термическими, механическими и барьерными свойствами, включающие водостойкие электропряденые волокна из поливинилового спирта и экстракт мате. Carbohydr. Polym. 215, 377–387. DOI: 10.1016 / j.carbpol.2019.03.105
PubMed Аннотация | CrossRef Полный текст | Google Scholar
Лу, Л., и Ли, Г. (2016). Односторонний эффект многоформатной памяти и регулируемый двусторонний эффект памяти формы иономера Поли (этилен-со-метакриловая кислота). ACS Appl.Матер. Интерфейсы 8, 14812–14823. DOI: 10.1021 / acsami.6b04105
PubMed Аннотация | CrossRef Полный текст | Google Scholar
Маркс, К. Л., и Купер, С. Л. (1974). Кристалличность иономеров. J. Macromol. Sci. Часть B 9, 19–33. DOI: 10.1080 / 00222347408204538
CrossRef Полный текст | Google Scholar
Мухика-Гарсия, А., Наварро-Баэна, И., Кенни, Дж. М., и Пепони, Л. (2014). Влияние параметров обработки на электроспиннинг биополимерных волокон. J. Renew. Матер. 2, 23–34. DOI: 10.7569 / JRM.2013.634130
CrossRef Полный текст | Google Scholar
Оруджзаде М., Этесами М. и Мехдипур-Атаи С. (2019). Композитные мембраны из полиэфиркетона, полученные методом электроспиннинга, для топливных элементов. J. Power Sources 434: 226733. DOI: 10.1016 / j.jpowsour.2019.226733
CrossRef Полный текст | Google Scholar
Пепони Л., Апулия Д., Торре Л., Валентини Л. и Кенни Дж. М. (2014).Обработка наноструктурированных полимеров и современных нанокомпозитов на полимерной основе. Mater. Sci. Англ. R Rep. 85, 1–46. DOI: 10.1016 / j.mser.2014.08.002
CrossRef Полный текст | Google Scholar
Persano, L., Camposeo, A., Tekmen, C., and Pisignano, D. (2013). Промышленный апскейлинг электроспиннинга и применения полимерных нановолокон: обзор. Macromol. Матер. Англ. 298, 504–520. DOI: 10.1002 / mame.201200290
CrossRef Полный текст | Google Scholar
Пикеринг, К.Л., Эфенди, М.Г.А., и Ле, Т.М. (2016). Обзор последних разработок в области композитов из натуральных волокон и их механических характеристик. Композит. Часть А Прил. Sci. Производство. 83, 98–112. DOI: 10.1016 / j.compositesa.2015.08.038
CrossRef Полный текст | Google Scholar
Куилес-Каррильо, Л., Монтанес, Н., Лагарон, М. Дж., Баларт, Р., и Торрес-Гинер, С. (2019). Биоактивные многослойные полилактидные пленки с контролируемым высвобождением галловой кислоты, достигаемые за счет включения электропряденых наноструктурированных покрытий и промежуточных слоев. Заявл. Sci. 9: 533. DOI: 10.3390 / app
33
CrossRef Полный текст | Google Scholar
Саломи А., Греко А., Феллине Ф., Манни О. и Маффеццоли А. (2007). Предварительное исследование ротационного формования термопластичных полимерных композитов с помощью мочевого пузыря. Adv. Polymer Technol. 26, 21–32. DOI: 10.1002 / adv.20085
CrossRef Полный текст | Google Scholar
Сессини В., Брокс Д., Лопес А. Дж., Уренья А. и Пепони Л. (2018). Свойства термоактивированной памяти формы сополимеров на основе этилена, армированных наночастицами кремнезема. Нанокомпозиты 4, 19–35. DOI: 10.1080 / 20550324.2018.1472723
CrossRef Полный текст | Google Scholar
Сессини В., Ракес Ж.-М., Кенни Дж. М., Дюбуа П. и Пепони Л. (2019). Плавление бионанокомпозитов на основе нанокристаллов этилен-винилацетата и крахмала. Carbohydr. Polym. 208, 382–390. DOI: 10.1016 / j.carbpol.2018.12.095
PubMed Аннотация | CrossRef Полный текст | Google Scholar
Сонсека, А., Пепони, Л., Сахукильо, О., Кенни, Дж. М., и Хименес, Э. (2012). Электроспиннинг биоразлагаемых полилактидных / гидроксиапатитных нановолокон: исследование морфологии, кристалличности и термической стабильности. Polym. Деграда. Stab. 97, 2052–2059. DOI: 10.1016 / j.polymdegradstab.2012.05.009
CrossRef Полный текст | Google Scholar
Сундаресан В. Б., Морган А. и Кастеллуччи М. (2013). Самовосстановление иономерных полимеров углеродными волокнами от среднескоростного удара и резистивного нагрева. Smart Mater. Res. 2013: 271546. DOI: 10.1155 / 2013/271546
CrossRef Полный текст | Google Scholar
Тачино, Х., Хара, Х., Хирасава, Э., Куцумизу, С., Тадано, К., и Яно, С. (1993). Динамические механические релаксации иономеров этилена. Макромолекулы 26, 752–757. DOI: 10.1021 / ma00056a029
CrossRef Полный текст | Google Scholar
Цудзита Ю., Шибаяма К., Такидзава А., Киношита Т. и Уэмацу И. (1987). Тепловые свойства иономеров этилена. J. Appl. Polym. Sci. 33, 1307–1314. DOI: 10.1002 / app.1987.070330421
CrossRef Полный текст | Google Scholar
Варлей Р. (2007). Иономеры как самовосстанавливающиеся полиэфиры. Springer Ser. Матер. Sci. 100, 95–114. DOI: 10.1007 / 978-1-4020-6250-6_5
CrossRef Полный текст | Google Scholar
Варлей Р. Дж., Шен С. и ван дер Цвааг С. (2010). Влияние пластификации кластера на самовосстановление иономеров. Полимер 51, 679–686.DOI: 10.1016 / j.polymer.2009.12.025
CrossRef Полный текст | Google Scholar
Варлей, Р. Дж., И ван дер Цвааг, С. (2008). К пониманию термически активируемого самовосстановления иономерной системы во время баллистического проникновения. Acta Mater. 56, 5737–5750. DOI: 10.1016 / j.actamat.2008.08.008
CrossRef Полный текст | Google Scholar
Вега, Дж. М., Гранде, А. М., ван дер Цвааг, С., и Гарсия, С. Дж. (2014). О роли свободных карбоксильных групп и конформации кластеров на поведение иономеров при заживлении царапин. Eur. Polym. J. 57, 121–126. DOI: 10.1016 / j.eurpolymj.2014.05.005
CrossRef Полный текст | Google Scholar
Ван, X., Цзян, М., Чжоу, З., Гоу, Дж., И Хуэй, Д. (2017). 3D-печать композитов с полимерной матрицей: обзор и перспективы. Композиты Часть B Eng. 110, 442–458. DOI: 10.1016 / j.compositesb.2016.11.034
CrossRef Полный текст | Google Scholar
Вейгель П. (1981). Макромолекулярная физика. Vol. 3: плавление кристаллов. Фон БЕРНХАРД ВУНДЕРЛИХ.Нью-Йорк / Лондон / Торонто / Сидней / Сан-Франциско: Academic Press, 1980. XIII, 363 S., Lwd., 42,50 доллара. Acta Polymerica 32: 413. DOI: 10.1002 / actp.1981.010320709
CrossRef Полный текст | Google Scholar
Чжао, З., Пэн, Ф., Кавиччи, К. А., Чакмак, М., Вайс, Р. А., и Фогт, Б. Д. (2017). Объекты с эффектом памяти формы с трехмерной печатью на основе олефинового иономера из цинк-нейтрализованного поли (этилен-со-метакриловой кислоты). ACS Appl. Матер. Интерфейсы 9, 27239–27249.DOI: 10.1021 / acsami.7b07816
PubMed Аннотация | CrossRef Полный текст | Google Scholar
Чжу, Х.